Черновая обработка поперечно g82 – Инструкция по эксплуатации HEIDENHAIN MANUALplus 4110
Страница 321
HEIDENHAIN MANUALplus 4110
321
6.12
Про
стые
цик
лы
то
ч
е
н
и
я
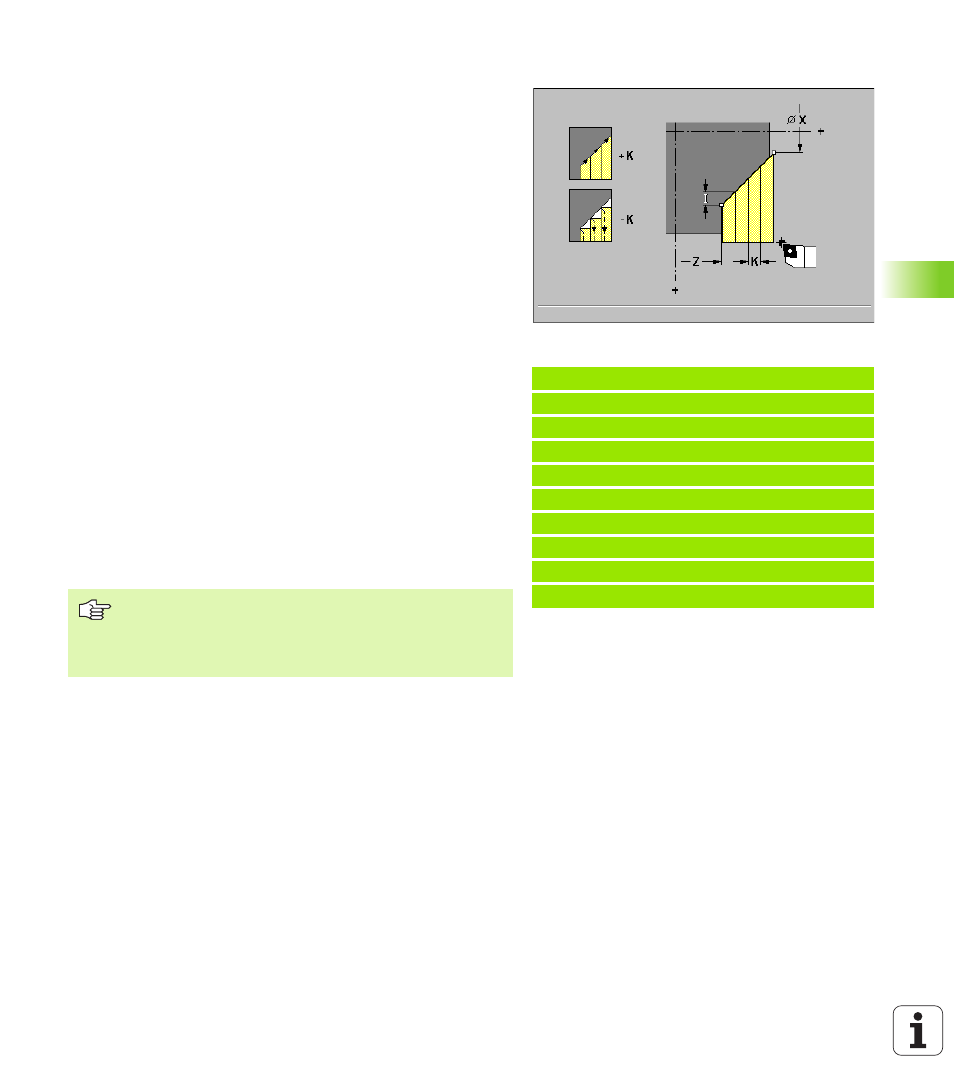
Черновая обработка поперечно G82
G82 снимает стружку описанного с помощью актуальной позиции
инструмента и «Z /X» сегмента конутра в поперечном
направлении.
Параметры
X конечная точка сегмента контура (размер диаметра)
Z начальная точка сегмента контура
I смещение: врезание в Z (default: 0)
K максимальное врезание в X: распределение проходов так
рассчитывается, что избегается «шлифовального прохода» и
подача является <= K.
K>0: со съемкой материала по контуру
K<0: без снимания материала по контуру
Q G-фун. врезания: G-функция, с которой выполняется подвод
Q=0: подвод с G0 (быстрый ход)
Q=1: подвод с G1 (подача)
V выход из материала (default: 0)
V=0: возврат к точке старта цикла в Z последнего диаметра в
X
V=1: возврат к точке старта цикла
Подсказки для отработки цикла:
Угол наклона определяете с «I и K».
MANUALplus установливает направление резания и подачи на
основании актуальной позиции инструмента относительно к
начальной/конечной точке сегмента контура.
Пример: G82
%82.NC
[G82]
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X120 Z2
N3 G82 X20 Z-15 I4 K4 V0
N4 G0 X120 Z-15
N5 G82 X50 Z-26 I2 K-4 V1
N6 G0 X120 Z-26
N7 G82 X80 Z-45 K4 Q1
КОНЕЦ
Коррекция на радиус лезвия: не выполняется.
Припуски: G57-припуски перерасчитываются. Они
остаются после отработки цикла активными.
Безопасное расстояние после прохода: 1 мм.