Выточка din 509 e, 6 цик л ы резьбы и выт о чки – Инструкция по эксплуатации HEIDENHAIN MANUALplus 4110
Страница 182
182
4 Программирование циклов
4.6
Цик
л
ы
резьбы
и
выт
о
чки
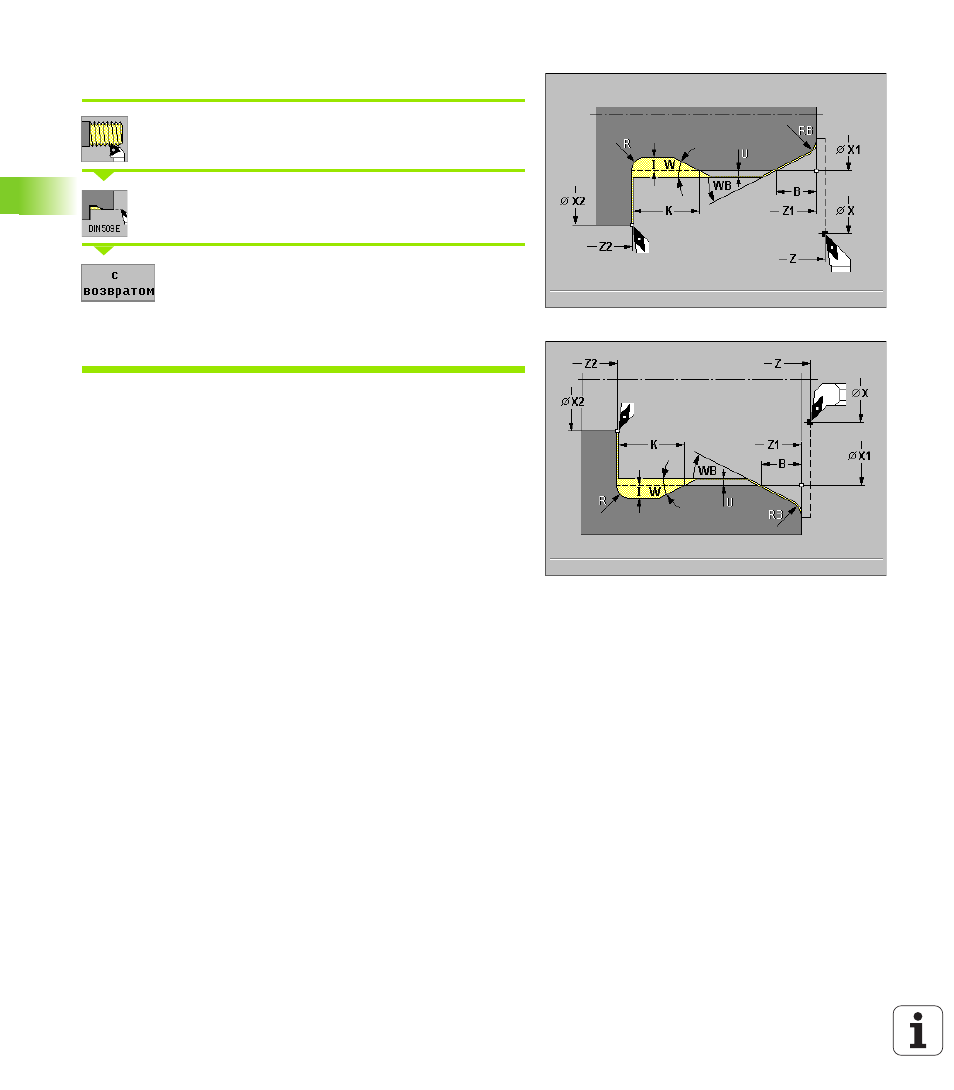
Выточка DIN 509 E
Выбрать «нарезание резьбы»
Выбрать «выточка DIN 509 E»
Softkey с возвратом:
Выкл: инструмент остановливается в конце цикла
(рисунки справа)
Вкл: нструмент возвращается к точке старта
(рисунки следующая страница)
Цикл выполняет выточку DIN 509 формы E, надрез цилиндра,
цилиндр и прилегающую торцевую поерхность. Для участка
цилиндра можете определить шлифовальный припуск. Надрез
цилиндра производится, если укажете «B» или «RB».
Параметры цикла
Точка старта X, Z
X1, Z1 точка старта цилиндра
X2, Z2 конечная точка торцевой поверхности
E редуцированная подача для погружения и для надреза
резьбы – default: подача F
T номер инструмента
S скорость вращения/скорость резания
F вращательная подача
I глубина выточки – default: таблица норм
K длина выточки – default: таблица норм
W угол выточки - default: таблица норм
R радиус выточки (по обоим сторонам выточки) – default:
таблица норм
B длина надреза цилиндра – default: без надреза резьбы
WB угол надреза – default: 45 °
RB радиус надреза – default: без радиуса надреза
U шлифовальный припуск для участка цилиндра – default: 0
Параметры вводимые оператором объязательно учитываются –
даже если таблица норм предусмотривает другие значения. Если
не введите «I, K, W и R», то эти значения установливаются на
основании диаметра цилиндра из таблицы норм (смотри
“DIN 509 E, DIN 509 F – параметры выточки” на странице 527).