13 цик л ы выт о чки – Инструкция по эксплуатации HEIDENHAIN MANUALplus 4110
Страница 329
HEIDENHAIN MANUALplus 4110
329
6.13
Цик
л
ы
выт
о
чки
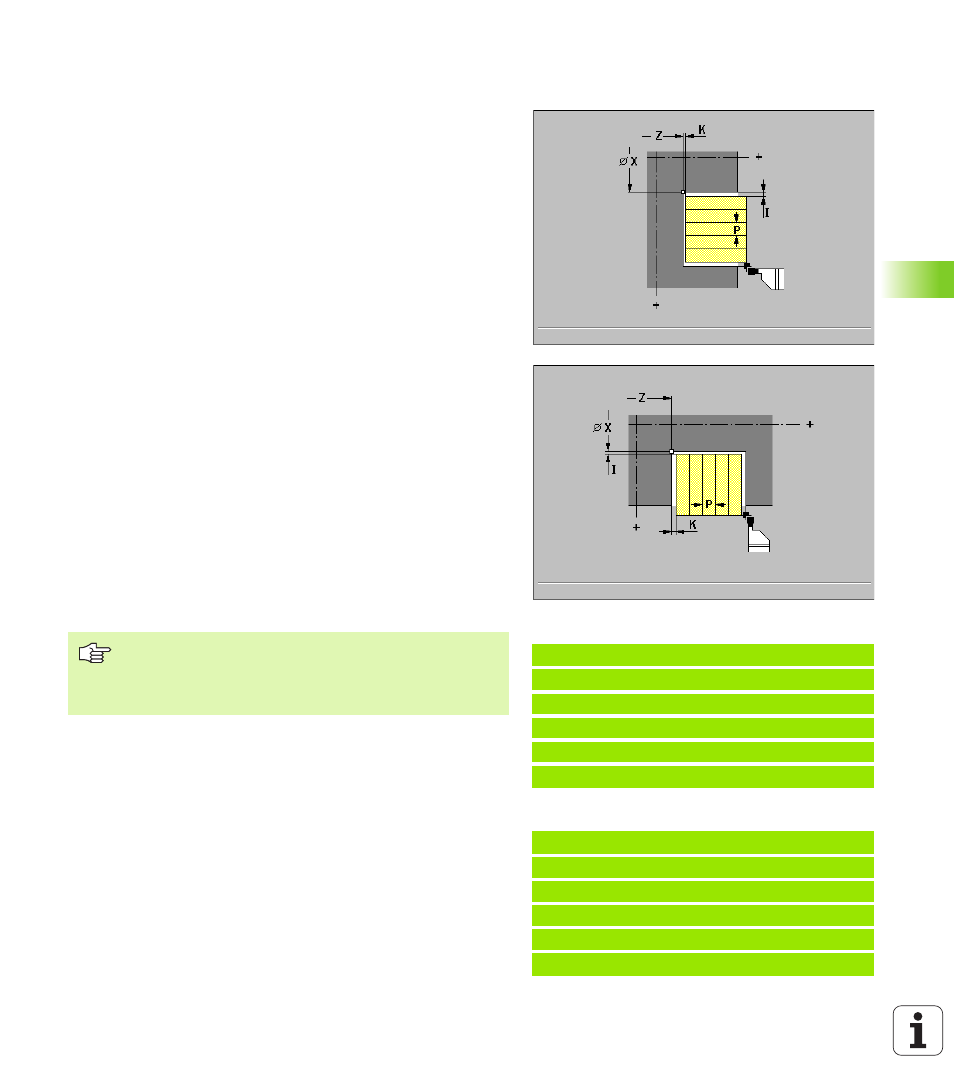
Простой цикл прорезания аксиально G865/
радиально G866
Циклы выполняют прорезку аксиально/радиально описанного с
помощью позиции инструмента и «X, Z» прямоугольника.
Параметры
X угловая точка дна X (размер диаметра)
Z угловая точка дна Z
P ширина прореза
Р не указана: врезания <= 0,8 * ширина лезвия инструмента
Р введена: врезания <= P
I припуск X (default: 0)
K припуск Z (default: 0)
Q черновая/чистовая обработка
Q=0: только черновая обработка
Q=1: сначала предпрорезка с учетом припусков а потом
чисовая обработка с подачей E
E подача чистовой обработки или время перерыва
для Q=0: выдержка времени (время выхода инструмента из
материала) – default: время выполнения двух поворотов
для Q=1: подача чистовой обработки -default: активная
подача
Подсказки для отработки цикла:
MANUALplus установливает направление резания на
основании актуальной позиции инструмента относительно к
начальной/конечной точке сегмента контура.
Позиция инструмента после отработки цикла: точка старта
цикла
Пример: G865
%865.NC
[G865]
N1 T38 G95 F0.15 G96 S200 M3
N2 G0 X120 Z1
N3 G865 X102 Z-4 I0.5 K0.2 Q1 E0.11
КОНЕЦ
Пример: G866
%866.NC
[G866]
N1 T30 G95 F0.15 G96 S200 M3
N2 G0 X62 Z-18
N3 G866 X54 Z-30 I0.2 K1 Q1 E0.12
КОНЕЦ
Коррекция на радиус лезвия: выполняется.
G57/G58-припуски перерассчитываются, если не
программируются «I, K». После отработки циклов
припуски удаляются.