Промежуток с радиусом g87 – Инструкция по эксплуатации HEIDENHAIN MANUALplus 4110
Страница 323
HEIDENHAIN MANUALplus 4110
323
6.12
Про
стые
цик
лы
то
ч
е
н
и
я
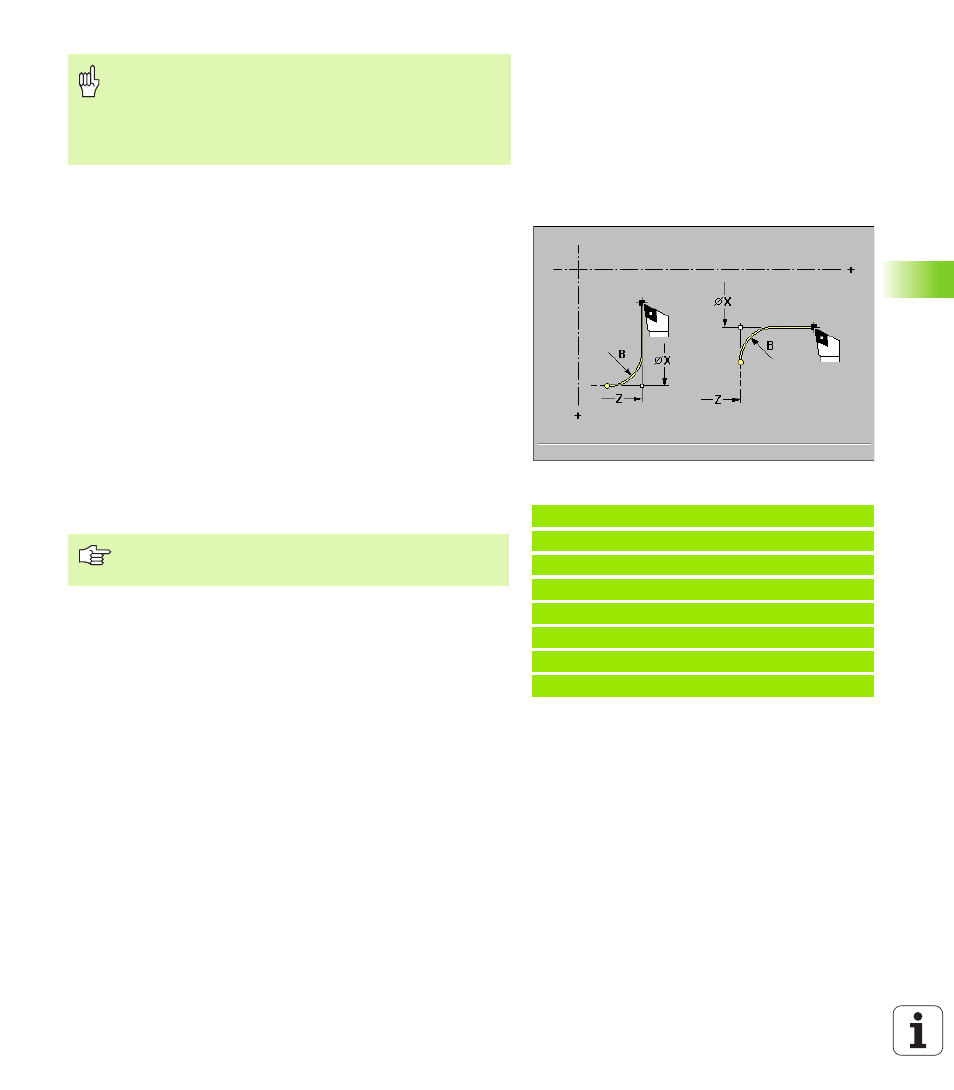
Промежуток с радиусом G87
G87 производит переходные радиусы на прямоугольных,
параллельных к оси внутренних и наружных углах. Предыдущий
продольный или поперечный элемент обрабатывается, если
инструмент находится перед отработкой цикла на координате X
или Z угловой точки. Радиусы обрабатываются одним проходом.
MANUALplus установливает направление закругления из
«ориентации инструмента» (смотри “Токарные инструменты” на
Позиция инструмента после отработки цикла: конечная точка
закругления
Параметры
X угловая точка (размер диаметра)
Z угловая точка
B радиус
E редуцированная подача: default: активная подача
Внимание опасность столковения!
После прохода инструмент перемещается по
диагонали, для следующего прохода. Если состоит
опастность столковения, то следует программировать
дополнительный путь быстрого хода, для избежания
столковения.
Пример: G87
%87.NC
[G87]
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X70 Z2
N3 G1 Z0
N4 G87 X84 Z0 B2
N6 . . .
КОНЕЦ
Коррекция на радиус лезвия: выполняется.
Припуски: не перерассчитываются.