13 цик л ы выт о чки – Инструкция по эксплуатации HEIDENHAIN MANUALplus 4110
Страница 330
Advertising
330
6 DIN-программирование
6.13
Цик
л
ы
выт
о
чки
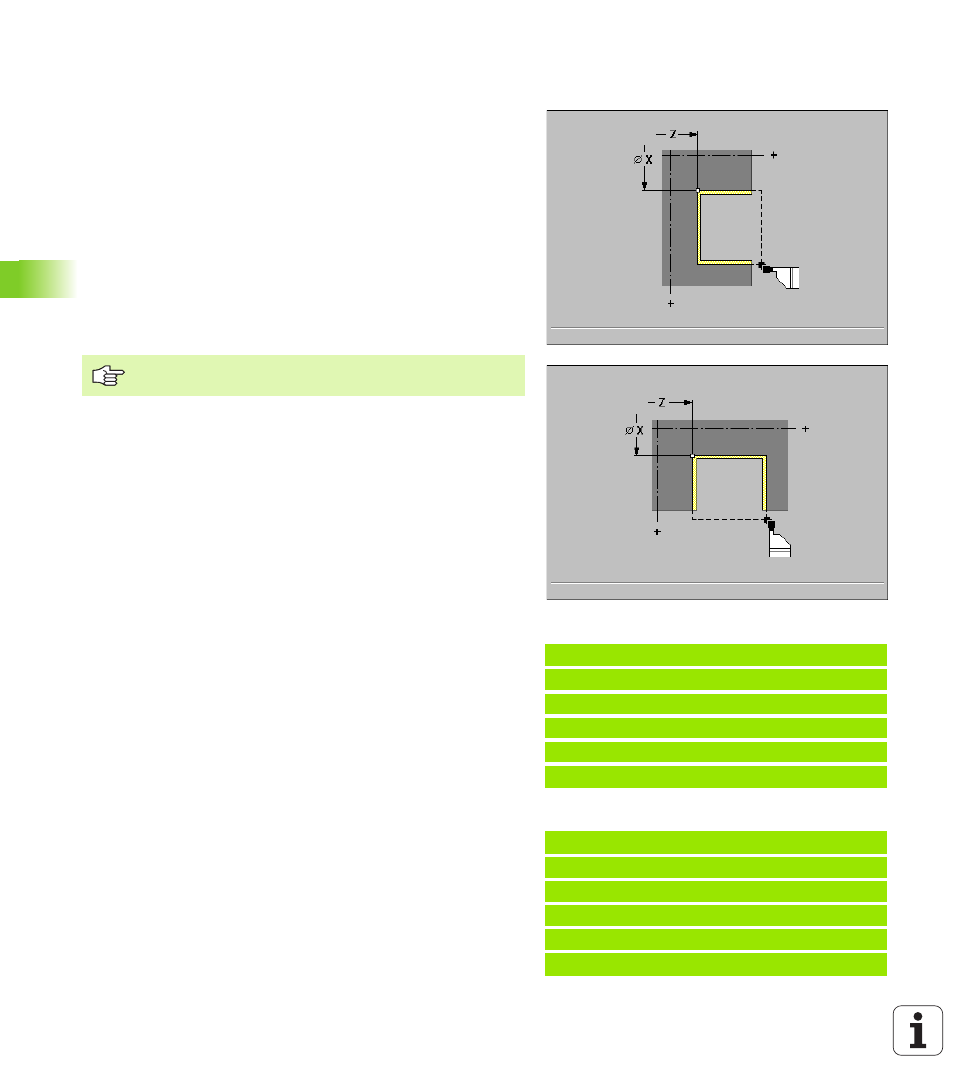
Чистовая обработка прорезкой аксиально
G867/радиально G868
Циклы выполняют чистовую обработку аксиально/радиально
описанного с помощью позиции инструмента и «X, Z» сегмента
контура.
Позиция инструмента после отработки цикла: точка старта цикла
Параметры
X угловая точка дна X (размер диаметра)
Z угловая точка дна Z
E подача чистовой обработки (default: активная подача)
Подсказки для отработки цикла:
Позиция инструмента после отработки цикла: точка старта
цикла
Пример: G867
%867.NC
[G867]
N1 T38 G95 F0.15 G96 S200 M3
N2 G0 X120 Z1
N3 G867 X102 Z-4 E0.11
КОНЕЦ
Пример: G868
%868.NC
[G868]
N1 T30 G95 F0.15 G96 S200 M3
N2 G0 X62 Z-18
N3 G868 X54 Z-30 E0.12
КОНЕЦ
Коррекция на радиус лезвия: выполняется.
Advertising