16 циклы выточки, Контур выточки g25 – Инструкция по эксплуатации HEIDENHAIN MANUALplus 4110
Страница 345
HEIDENHAIN MANUALplus 4110
345
6.16
Цик
л
ы
выт
о
чки
6.16 Циклы выточки
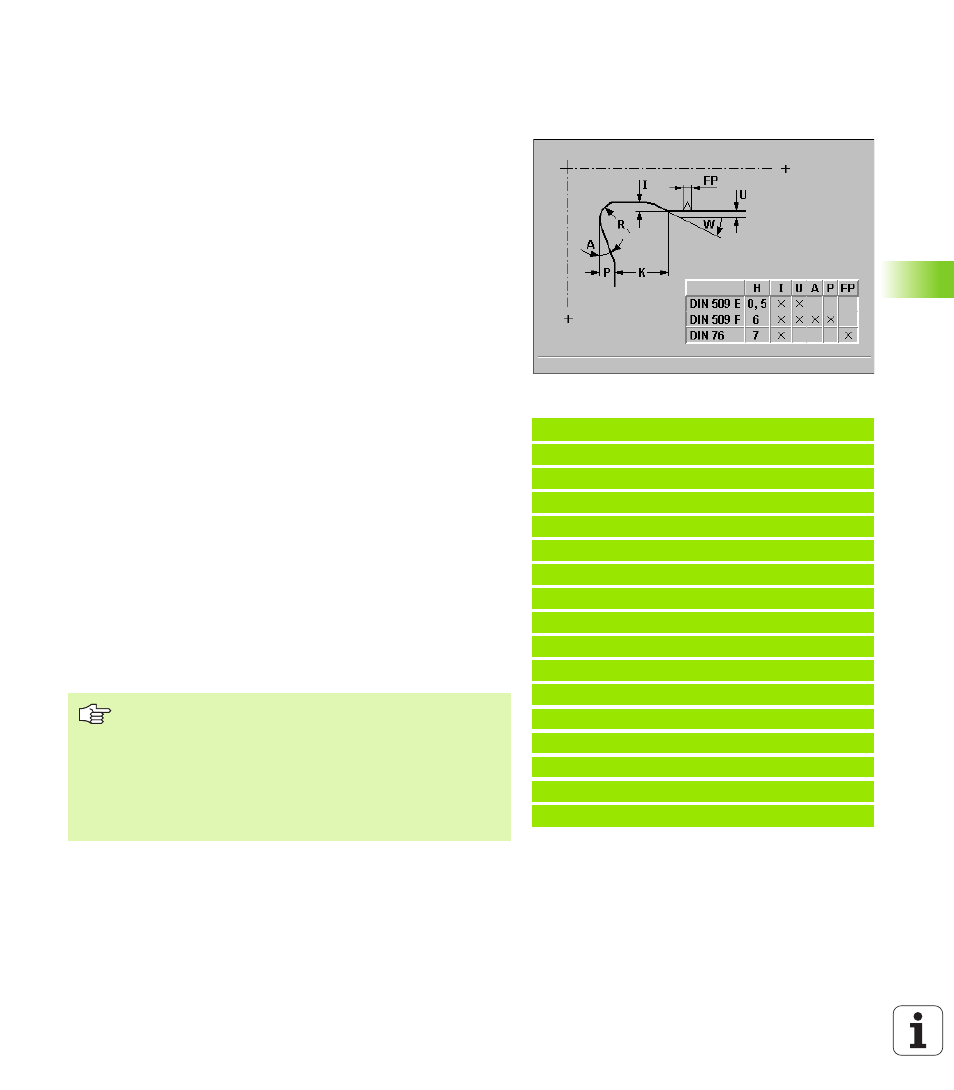
Контур выточки G25
G25 генерирует элемент формы выточка (DIN 509 E, DIN 509 F,
DIN 76), включаемый в описание контура циклов черновой или
цистовойобработки. Таблица на вспомогательном рисунке
объясняет параметры выточек.
Параметры
H вид выточки (default: 0)
H=0, 5: DIN 509 E
H=6: DIN 509 F
H=7: DIN 76
I глубина выточки (default: таблица норм)
K ширина выточки (default: таблица норм)
R радиус выточки (default: таблица норм)
P глубина торцовой поверхности (default: таблица норм)
W угол выточки (default: таблица норм)
A угол торцовой поверхности (default: таблица норм)
FP шаг резьбы – нет ввода: определяется на основе диаметра
резьбы
U шлифовальный припуск (default: 0)
E редуцированная подача для изготовления выточки (default:
активная подача)
Подсказка:
Если параметры не указываются, MANUALplus определяет
значения на основе диаметра или шага резьбы (выточка DIN 76)
из таблицы норм (смотри “Шаг резьбы” на странице 524):
DIN 509 E: I, K, W, R
DIN 509 F: I, K, W, R, P, A
DIN 76: I, K, W, R и FP (на основе диаметра)
Пример: G25
%25.NC
[G25]
N1 T1 G95 F0.4 G96 S150 M3
N2 G0 X62 Z2
N3 G819 P4 H0 I0.3 K0.1
N4 G0 X13 Z0
N5 G1 X16 Z-1.5
N6 G1 Z-30
N7 G25 H7 I1.15 K5.2 R0.8 W30 FP1.5
N8 G1 X20
N9 G1 X40 Z-35
N10 G1 Z-55 B4
N11 G1 X55 B-2
N12 G1 Z-70
N13 G1 X60
N14 G80
КОНЕЦ
Параметры вводимые оператором объязательно
учитываются – даже если таблица норм
предусмотривает другие значения.
В случае внутренной резьбы следует задавать «шаг
резьбы FP», так как диаметр продольного элемента
не является диаметром резьбы. Если установление
шага резьбы используется MANUALplus, то следует
рассчитывать с небольшими отклонениями.