Нарезание внутренней резьбы g36, 18 цик л ы св ер л е ния – Инструкция по эксплуатации HEIDENHAIN MANUALplus 4110
Страница 357
HEIDENHAIN MANUALplus 4110
357
6.18
Цик
л
ы
св
ер
л
е
ния
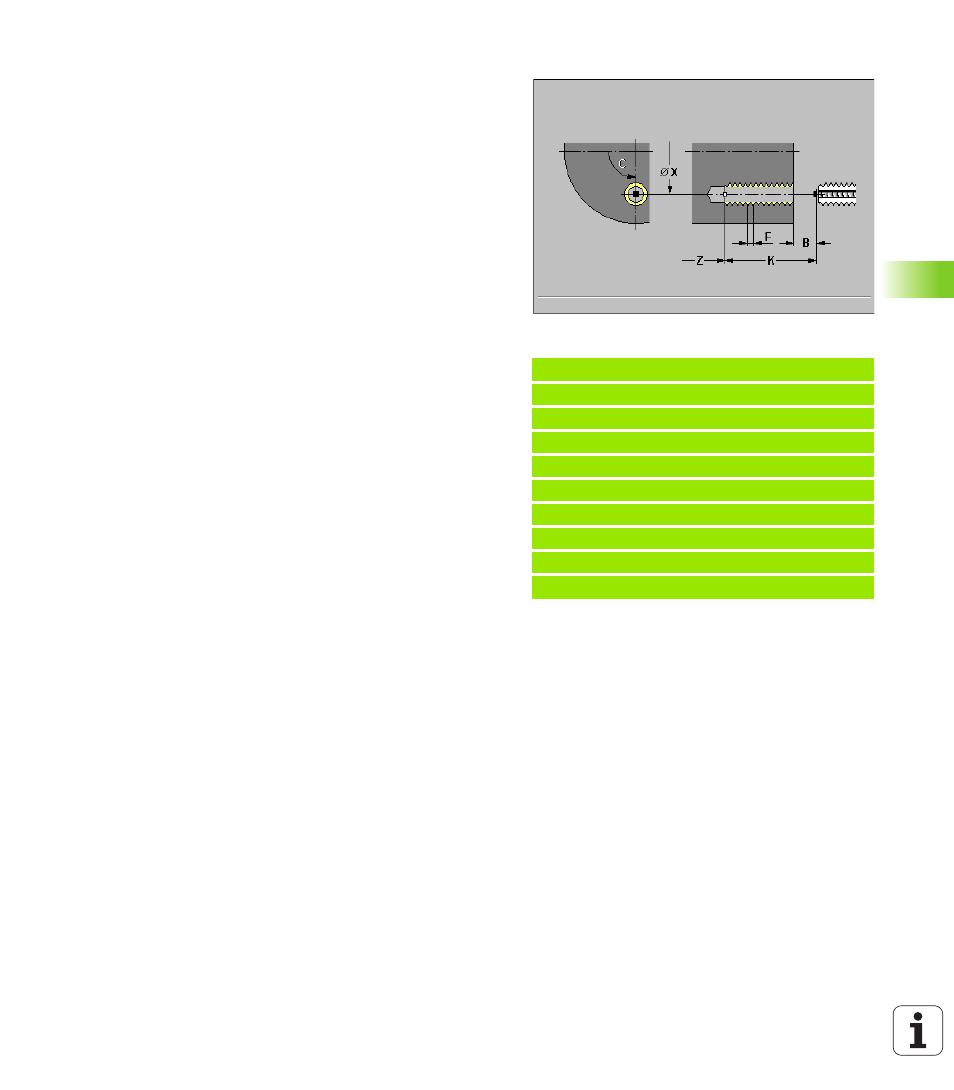
Нарезание внутренней резьбы G36
G36 производит аксиальную резьбу в центре с неподвижными
инструментами как и аксиальную и радиальную резьбу с
приводимыми инструментами.
Значение „длины выхода J“: следует использовать этот
параметр для цанг с компенсацией длины. Цикл рассчитывает на
основе глубины резьбы, программированного шага и "длины
выхода" новый номинальный шаг. Номинальный шаг является
немного меньше шага метчика. При выполнении резьбы сверло
вынимается из зажимного патрона на "длину выхода". Таким
образом достигается лучшей стойкости метчиков.
Параметры
X конечная точка Нарезание внутренней резьбы аксиальная
расточка (размер диаметра)
Z конечная точка Нарезание внутренней резьбы радиальное
отверстие
F подача на один поворот: шаг резьбы
B длина подвода (default: 2 * шаг резьбы F1): путь для
достижения программированной скорости вращения и подачи
Q номер шпинделя
Q=0: рабочий шпиндель (фиксированный инструмент)
Q=1: приводимый инструмент
H опорное направление для шага резьбы (default: 0)
H=0: подача на оси Z
H=1: подача на оси X
S возвратная скорость вращения (default: та же самая
скорость вращения как и нарезании резьбы)
K глубина сверления (радиальное отверстие: величина
радиуса)
К введено: «точка старта отверстия» рассчитывается из
«конечной точки отверстия» и «K»
К не введено: «K» рассчитывается из «конечной точки
отверстия» и актуальной позиции инструмента
J длина выхода (default: 0) при использовании цанг с
компенсированием длины
Подсказки:
Отработка цикла начинается с актуальной позции инструмента
и позиции шпинделя Подвод к точке старта выполняется на
ускоренном ходе.
Аксиальное отверстие:
«X» не программировать
«Z» программировать
Радиальное отверстие:
«X» программировать
«Z» не программировать
X и Z программированы: «ориентация инструмента» является
решающей для радиального/аксиального отверстия (смотри
Пример: G36
%36.NC
[G36]
N1 T50 G97 S1000 G95 F0.2 M3
N2 G0 X0 Z5
N3 G71 Z-30
N4 G14 Q0
N5 T51 G97 S600 M3
N6 G0 X0 Z8
N7 G36 Z-25 F1.5 B3 Q0
КОНЕЦ