Переменные, 26 программиров ание пере менных – Инструкция по эксплуатации HEIDENHAIN MANUALplus 4110
Страница 397
HEIDENHAIN MANUALplus 4110
397
6.26
Программиров
ание
пере
менных
#-переменные
MANUALplus различает Диапазоны действия на основе
номеров:
#0 .. #45: глобальная переменная
Глобальные переменные сохраняются после окончания
программы и могут использоваться следующей ЧУ-программой.
#46 .. #50 резервированные переменные для экспертных
программ
нельзя употреблять в ЧУ-программе.
#256 .. #285: локальная переменная
действуют в переделах подпрограммы.
Считывание значений параметров
Синтакс:#1 = PARA(x,y,z)
Информация в переменных
Можете считывать следующую информацию про инструменты и
данные ЧУ из переменных (смотри таблица справа и следующая
страница).
Пример: «#-переменная»
. . .
N.. #1=PARA(1,7,2) [СЧИТЫВЕТ „РАЗМЕР
СТАНКА 1 Z“ В ПЕРЕМЕННУЮ #1 ]
N.. . . .
N.. #1=#1+1
N.. G1 X#1
N.. G1 X(SQRT(3*(SIN(30)))
N.. #1=(ABS(#2+0.5))
. . .
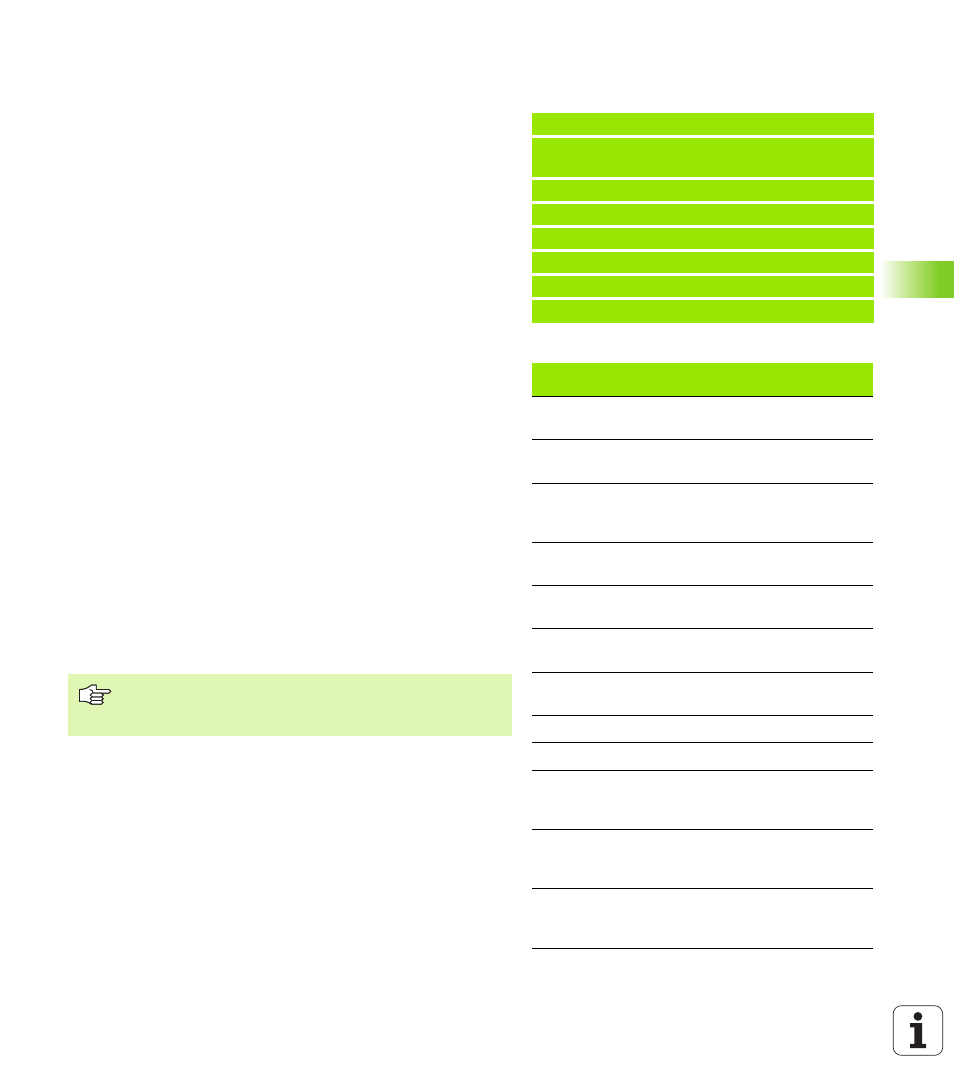
#-
переменная ЧУ-данные
#768, #770
последняя программированная
позиция X (размер радиуса), Z
#771
последняя программированная
позиция C [°]
#774
Статус SRK/FRK
40: G40 активная; 41: G41
активная; 42: G42 активная
#776
активные коррекции износа (G148)
0: DX, DZ; 1: DS, DZ; 2: DX, DS
#778
Единицы измерения:
0=метрически; 1=дюймы
#785, #786
Расстояние вершина инструмента
– опорная точка суппорта Z, X
#787
Отсчетный диаметр обработка
боковой поверхности (G120)
#791..#792
G57-припуски X, Z
#793
G58-припуск P
#794..#795
Ширина кромки в X, Z, на которую
опорная точк инструмента
смещается при G150/G151
#796
Номер шпинделя, для которого
программировалась в последнем
подача
#797
Номер шпинделя, для которого
программировалась в последнем
скорость вращения
x = группа параметров
1: параметры станка
2: параметры управления
3: параметры наладки
4: параметры обработки
5: PLC-параметры
y = номера параметров
z = подномера параметров
Данные положения и размера всегда метрические –
даже, если ЧУ-программа отрабатывается «в
дюймах».