10 припуски, Припуск параллельно к оси g57 – Инструкция по эксплуатации HEIDENHAIN MANUALplus 4110
Страница 308
Advertising
308
6 DIN-программирование
6.10
Припу
с
ки 6.10 Припуски
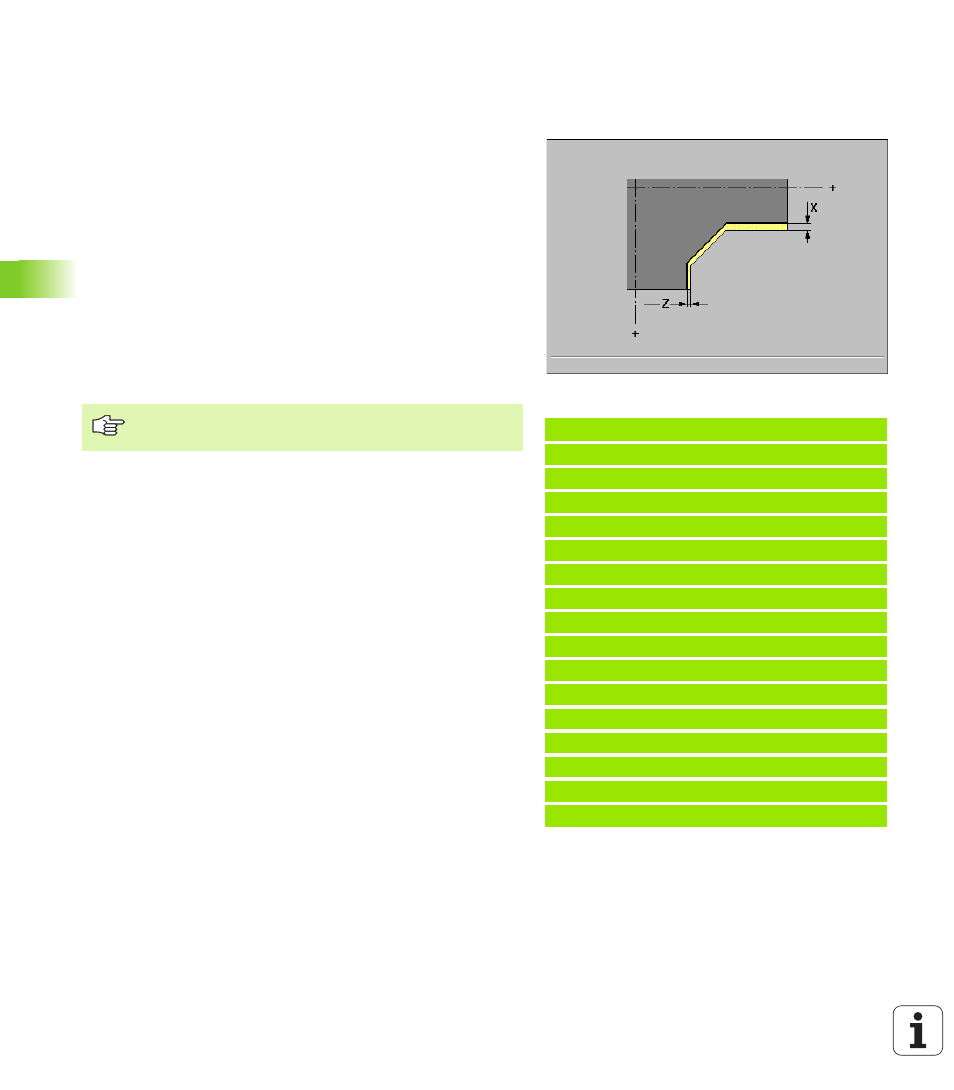
Припуск параллельно к оси G57
G57 определяет разные припуски для X и Z. G57 программируется
перед циклом прорезания и снятия стружки.
Параметры
X припуск X (размер диаметра)
Z припуск Z
Следующие циклы учитывают припуски:
Циклы резания: G81, G817, G818, G819, G82, G827, G828, G829,
G83
Циклы прорезки: G86x
Циклы прорезки: G81x, G82x
Циклы G81, G82 и G83 не удаляют припусков после отработки
цикла.
Пример: G57
%57.NC
[G57]
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X120 Z2
N3 G57 X0.2 Z0.5
N4 G819 P5
N5 G0 X80 Z2
N6 G1 Z-15 B-1
N7 G1 X102 B2
N8 G1 Z-22
N9 G1 X90 ZI-12 B1
N10 G1 ZI-6
N11 G1 X100 A80 B-1
N12 G1 Z-47
N13 G1 X120
N14 G80
КОНЕЦ
Если циклы программировались с G57 и в цикле, то
действуют припуски цикла.
Advertising