Выточка din 76 с обработкой цилиндра g853, 16 цик л ы выт о чки – Инструкция по эксплуатации HEIDENHAIN MANUALplus 4110
Страница 349
HEIDENHAIN MANUALplus 4110
349
6.16
Цик
л
ы
выт
о
чки
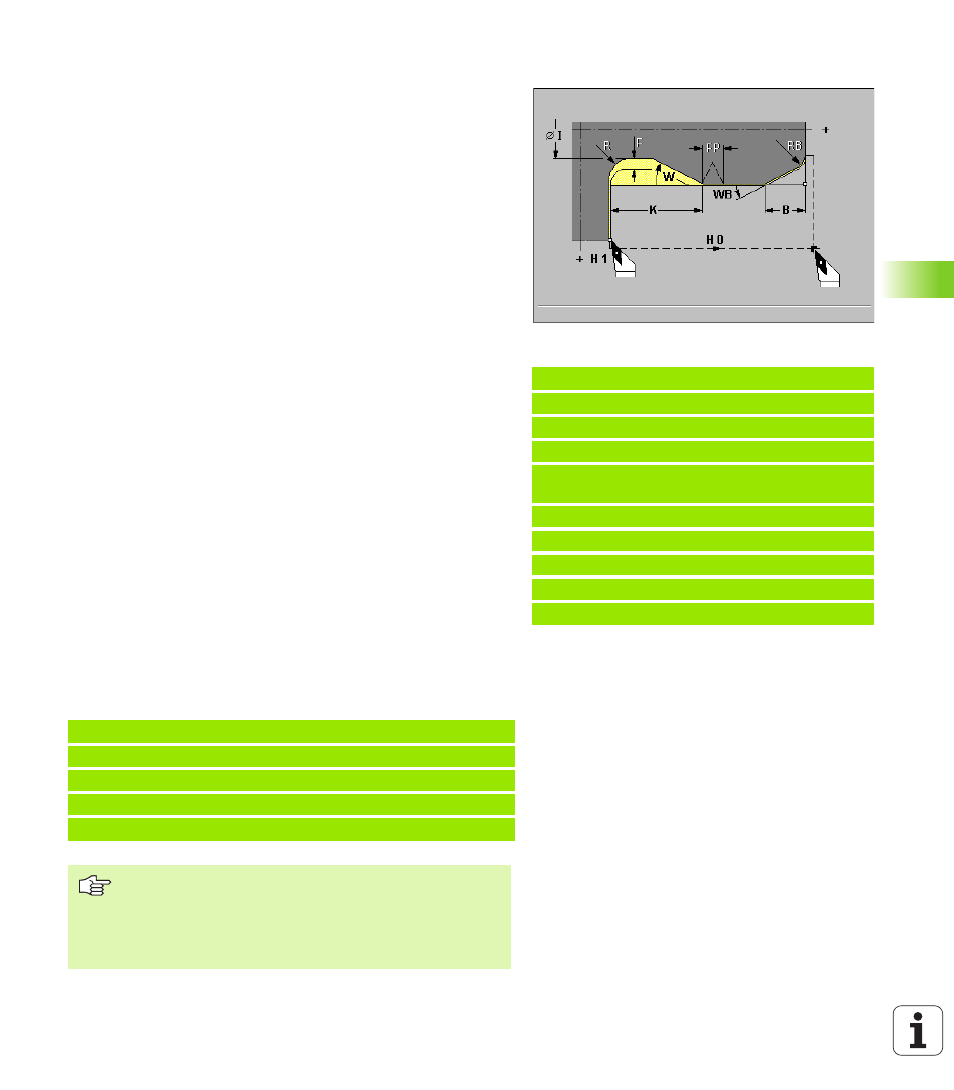
Выточка DIN 76 с обработкой цилиндра G853
Цикл обрабатывает цилиндр, выточку и потом плоскую
поверхность а также надрез цилиндра, если укажете один из
параметров «B» или «RB».
Параметры
FP шаг резьбы
I диаметр выточки (размре диаметра) (default: таблица норм)
K длина выточки (default: таблица норм)
W угол выточки (default: таблица норм)
R радиус выточки (default: таблица норм)
P припуск
Р не введено: выточка производится одним шагом
Р введено: разделение на предобточку и чистовую обточку
– P = продольный припуск
– поперечный припуск составляет всегда 0,1 мм.
B длина надреза – нет ввода: надрезание цилиндра не
изготовляется
RB радиус надреза – нет ввода: радиус надреза не
изготовляется
WB угол надреза (default: 45 °)
E редуцированная подача (default: активная подача): для
погружения и для надреза резьбы
H вид отъезда (default: 0):
H=0: инструмент возвращается к точке старта
H=1: инструмент стоит в конце плоской поверхности
Подсказка:
Параметры, которые не программированы, MANUALplus
определяет на основании таблицы норм (смотри “DIN 76 –
параметры выточки” на странице 525):
FP на основе диаметра
I, K, W, и R на основе FP (шаг резьбы)
Последующие кадры вызова цикла
Пример: G853
%853.NC
[G853]
N1 T21 G95 F0.23 G96 S248 M3
N2 G0 X60 Z2
N3 G853 FP1.5 I47 K15 W30 R2 P1 B5 RB2
WB30 E0.2 H1
N4 G0 X50 Z0
N5 G1 Z-30
N6 G1 X60
N7 G80
КОНЕЦ
N.. G853 FP.. I... K... W... /ВЫЗОВ ЦИКЛА
N.. G0 X.. Z.. /УГЛОВАЯ ТОЧКА НАДРЕЗА ЦИЛИНДРА
N.. G1 Z.. /УГОЛ ВЫТОЧКИ
N.. G1 X.. /КОНЕЧНАЯ ТОЧКА ПЛОСКАЯ ПОВЕРХНОСТЬ
N.. G80 /КОНЕЦ ОПИСАНИЯ КОНТУРА
Выточка изготовливается только в прямоугольных,
параллельных к оси углах контура на продольной
оси.
Коррекция радиуса лезвия производится.
Припуски: не перерассчитываются