Цикл сверления глубоких отверстий g74, 18 цик л ы св ер л е ния – Инструкция по эксплуатации HEIDENHAIN MANUALplus 4110
Страница 355
HEIDENHAIN MANUALplus 4110
355
6.18
Цик
л
ы
св
ер
л
е
ния
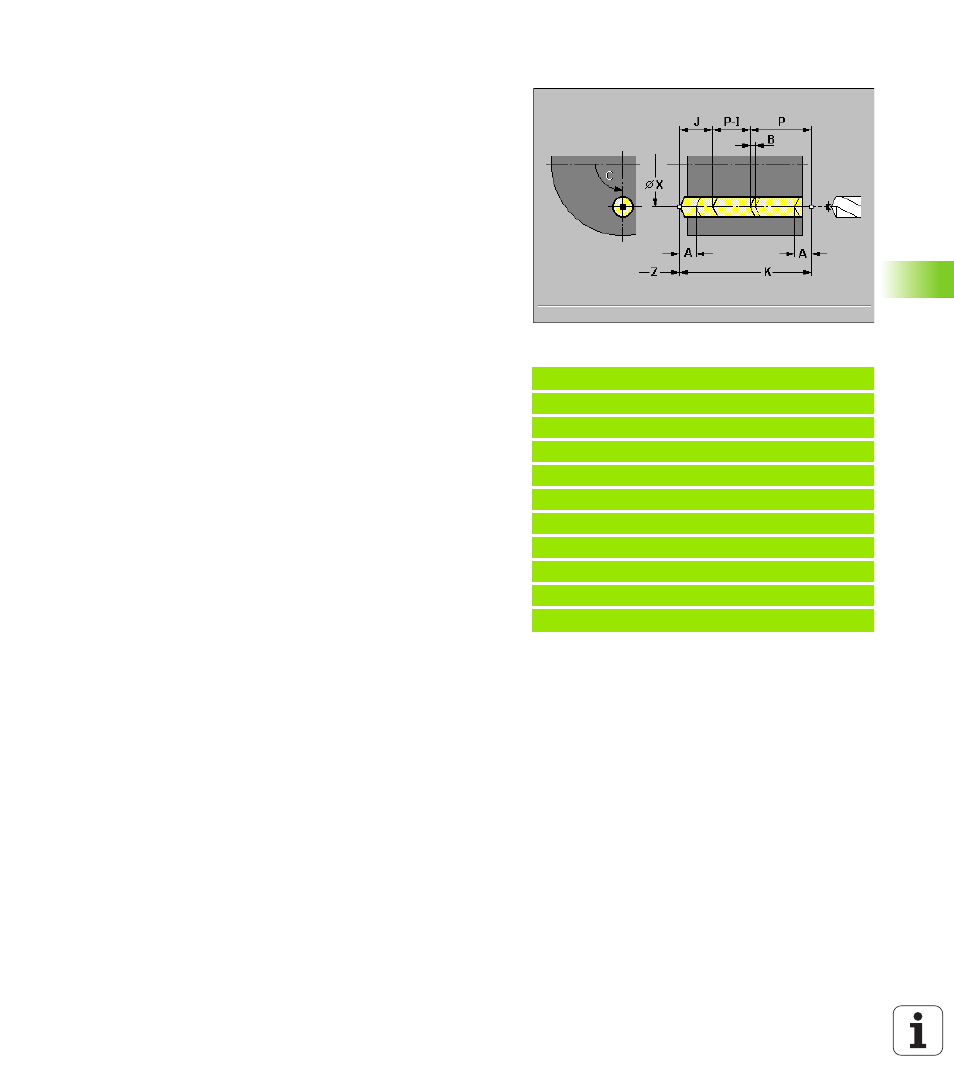
Цикл сверления глубоких отверстий G74
G74 производит аксиальные отверстия в центре с неподвижными
инструментами как и аксиальные и радиальные отверстия с
приводимыми инструментами.
Отверстие выполняется несколькими шагами. После каждого
шага сверло возвращается и подводится на «безопасное
расстояние». Глубина сверления редуцируется после каждого
шага сверления.
Параметры
X конечная точка аксиальное отверстие (размер диаметра)
Z конечная точка радиальное отверстие
R безопасное расстояние – нет ввода: значение из
«актуальные параметры – обработка – безопасные
расстояния»
P 1 глубина сверления – нет ввода: отверстие выполняется
без прерывания
I значение уменьшения (default: 0): со второго шага
растачивания глубина редуцируется на «I», при чем не
меньше «J»
B расстояние при возврате (default: возврат на „начальную
точку сверления“)
J минимальная глубина сверления (default: 1/10
значения „P“)
A длина центрования/просверления (default: 0)
E выдержка времени для выхода из материала на дне
сверления (default: 0)
V варианты сверления насквозь – редуцирование подачи на
50% при засверловке и сквозном отверстии
0: без уменьшения подачи
1: уменьшение просверления
2: уменьшение центрования
3: редуцирование засверления и сквозного сверления
K глубина сверления (радиальное отверстие: величина
радиуса)
К введено: «точка старта отверстия» рассчитывается из
«конечной точки отверстия» и «K»
К не введено: «K» рассчитывается из «конечной точки
отверстия» и актуальной позиции инструмента
D возврат скорость возврата и врезение в отверстии – default: 0
0: ускоренная подача
1: подача
Пример: G74
%74.NC
[G74]
N1 M5
N2 T49 G197 S1000 G195 F0.2 M103
N3 M14
N4 G110 C0
N5 G0 X80 Z2
N6 G745 XK0 YK0 Z2 K80 WI90 Q4 V2
N7 G74 Z-40 R2 P12 I2 B0 J8
N8 M15
КОНЕЦ