Цикл выточивания продольно g815/поперечно g825 – Инструкция по эксплуатации HEIDENHAIN MANUALplus 4110
Страница 334
334
6 DIN-программирование
6.14
Цик
л
ы
для
прорезног
о
то
ч
е
н
и
я
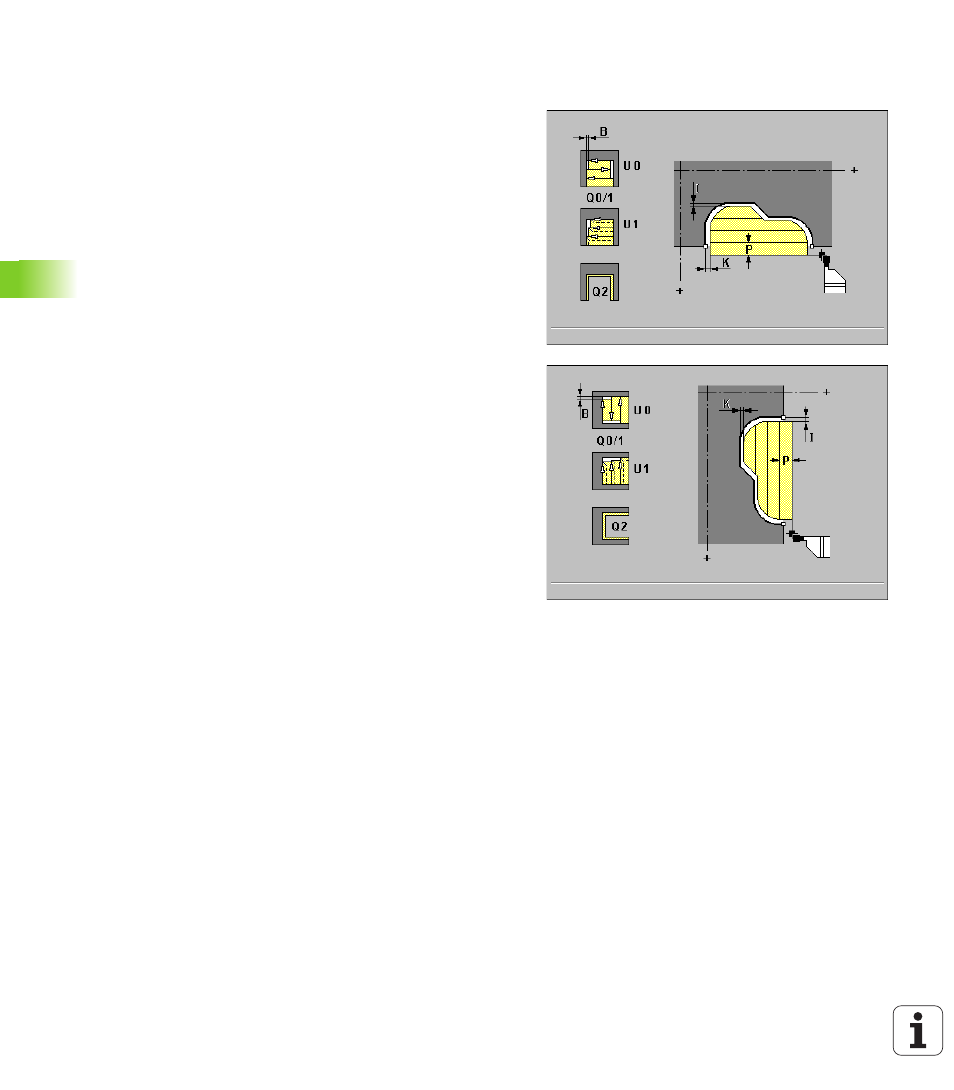
Цикл выточивания продольно G815/
поперечно G825
Циклы выполняют снятие стружки определенного с помощью
описания контура в последующей записи участка контура (смотри
“Описание контура” на странице 310).
Параметры
X ограничение резания (размер диаметра)
Z ограничение резания
P максимальное врезание: распределение проходов так
рассчитывается, что избегается «шлифовального прохода» и
подача является <= P.
I припуск X (default: 0)
K припуск Z (default: 0)
O черновая/чистовая обработка (default: 0)
Q=0: сначала предобработка с учетом припусков а потом
чистовая обработка с подачей E
Q=1: только черновая обработка
Q=2: только чистовая обработка – «I, K» определяет
срезываемый материал
U обработка точением в одном направлении (default: 0):
U=0: двунаправленная
U=1: однонаправленный
– G815: в направлении главного шпинделя
– G825: в направлении определения контура
B ширина смещения (default: 0)
R коррекция глубины точения (default: 0)
O подача врезания (default: активная подача)
E подача чистовой обработки (default: активная подача)