Инструкция по эксплуатации HEIDENHAIN MANUALplus 4110
Страница 333
HEIDENHAIN MANUALplus 4110
333
6.14
Цик
л
ы
для
прорезног
о
то
ч
е
н
и
я
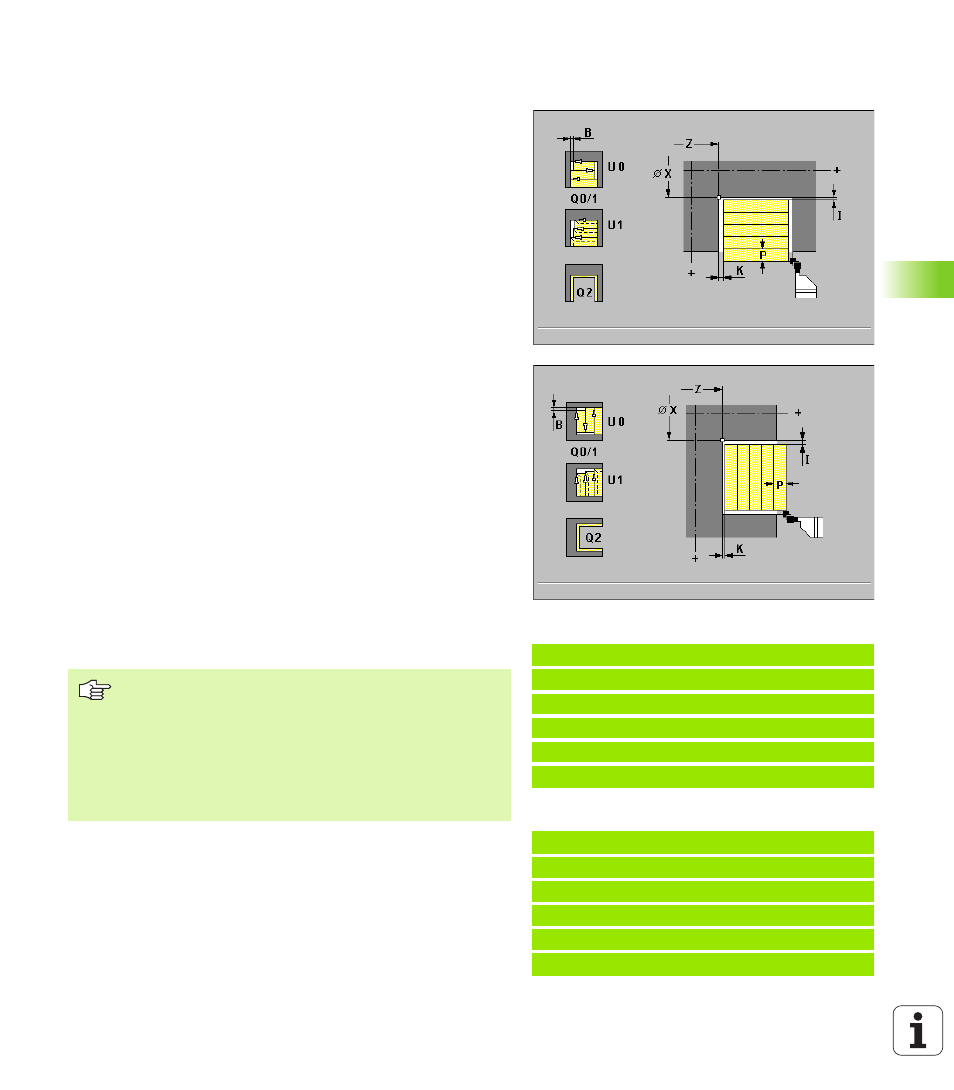
Простой цикл выточивания продольно G811/
поперечно G821
Циклы выполняют снятие стружки описанного с помощью позиции
инструмента и «X, Z» прямоугольника.
Параметры
X угловая точка дна X (размер диаметра)
Z угловая точка дна Z
P максимальное врезание: распределение проходов так
рассчитывается, что избегается «шлифовального прохода» и
подача является <= P.
I припуск X (default: 0)
K припуск Z (default: 0)
O черновая/чистовая обработка (default: 0)
Q=0: сначала предобработка с учетом припусков а потом
чистовая обработка с подачей E
Q=1: только черновая обработка
Q=2: только чистовая обработка – «I, K» определяет
срезываемый материал
U обработка точением в одном направлении (default: 0):
U=0: двунаправленная
U=1: однонаправленный
– G811: в направлении главного шпинделя
– G821: в направлении «угловой точки дна X»
B ширина смещения (default: 0)
O подача врезания (default: активная подача)
E подача чистовой обработки (default: активная подача)
Подсказки для отработки цикла:
Позиция инструмента после отработки цикла: точка старта
цикла
Пример: G811
%811.NC
[G811]
N1 T38 G95 F0.4 G96 S140 M3
N2 G0 X122 Z-30
N3 G811 X80 Z-60 P2 Q1 B0.1 O0.2
КОНЕЦ
Пример: G821
%821.NC
[G821]
N1 T30 G95 F0.4 G96 S140 M3
N2 G0 X100 Z5
N3 G821 X60 Z-15 P2 Q1 B0.1 O0.25
КОНЕЦ
Пипуски I, K должны при чистовой обработке
выточиванием (Q=2) объязательно указываться, так
как они определяют материал, снимаемый при
чистовой обработке.
Коррекция на радиус лезвия: выполняется.
G57/G58-припуски перерассчитываются, если не
программируются « I, K». После отработки циклов
припуски удаляются.