Простой цикл повторения контура g83 – Инструкция по эксплуатации HEIDENHAIN MANUALplus 4110
Страница 322
322
6 DIN-программирование
6.12
Про
стые
цик
лы
то
ч
е
н
и
я
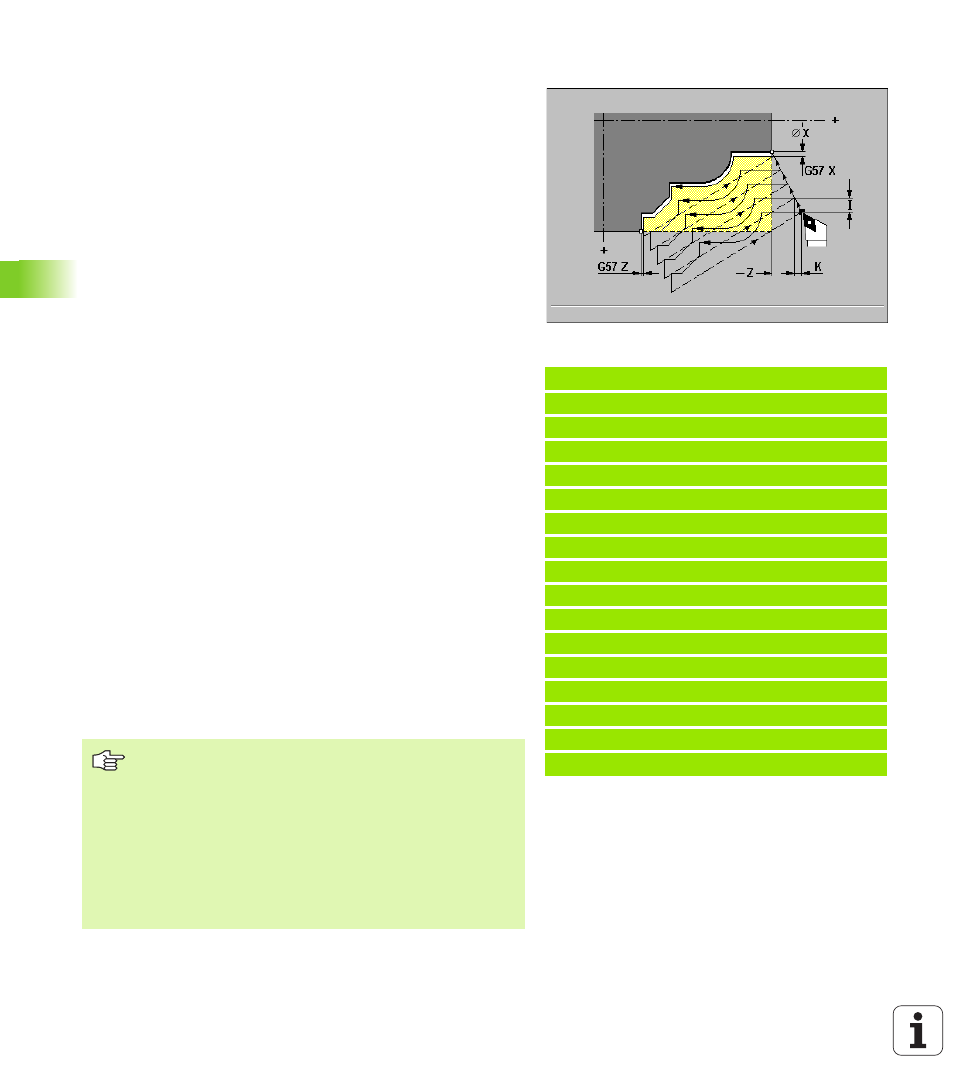
Простой цикл повторения контура G83
G83 отрабатывает многократно программированный в
последующей записи «цикл обработки». В цикле обработки
допускаются простые пути перемещения или циклы (без описания
контура). G80 заключает цикл обрабокти.
«X, Z» определяет точку старта контура. G83 начинает отработку
цикла с позиции инструмента. Перед каждым проходом цикл
подводит на определенный в «I, K» размер. Потом цикл
отрабатывает описанное в последующем кадре, при чем
расстояние позиции инструмента к точке старта контура
принимается как «припуск». G83 так часто повторяет эту
операцию, пока достигнется «точка старта».
G83 употребляется:
для сниятия стружки параллельных к контуру сегментов
загатовки (черновая обработка предформированных деталей).
для повторения операций обработки (на пример прорезывание
канавок).
Параметры
X точка старта (размер диаметра)
Z точка старта
I максимальная подача в направлении X (I ввести без знака
числа)
K максимальный подвод в направлении Z (K ввести без знака
числа)
Подсказки для отработки цикла:
Если в направлении X и Z требуется разное количество
подводов, то сначала работается в обоих направлениях с
программированными значениями. Если для одного
направления достгнуто целевое значение, то в этом
направлении больше не пододится.
MANUALplus установливает направление резания и подачи на
основании актуальной позиции инструмента относительно к
точке старта сегмента контура.
Позиция инструмента после отработки цикла: точка старта
контура
Пример: G83
%83.NC
[G83]
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X120 Z2
N3 G83 X80 Z0 I4 K0.3
N4 G0 X80 Z0
N5 G1 Z-15 B-1
N6 G1 X102 B2
N7 G1 Z-22
N8 G1 X90 ZI-12 B1
N9 G1 ZI-6
N10 G1 X100 A80 B-1
N11 G1 Z-47
N12 G1 X110
N13 G0 Z2
N14 G80
КОНЕЦ
G83 не должен находится во вложенности, также нет
путем вызова подпрограмм.
Инструмент должен находится вне определенного
участка контура в начале цикла.
Коррекция на радиус кромки: не осуществляется –
можно программировать SRK отдельно.
Припуски: G57-припуски перерасчитываются. G58-
припуск перерасчитывается, если SRK ялвяется
активным. Припуски остаются активными после
отработки цикла.