Коническая api-резьба g352, 15 цик л ы на рез ания вну тренной резьбы – Инструкция по эксплуатации HEIDENHAIN MANUALplus 4110
Страница 343
HEIDENHAIN MANUALplus 4110
343
6.15
Цик
л
ы
на
рез
ания
вну
тренной
резьбы
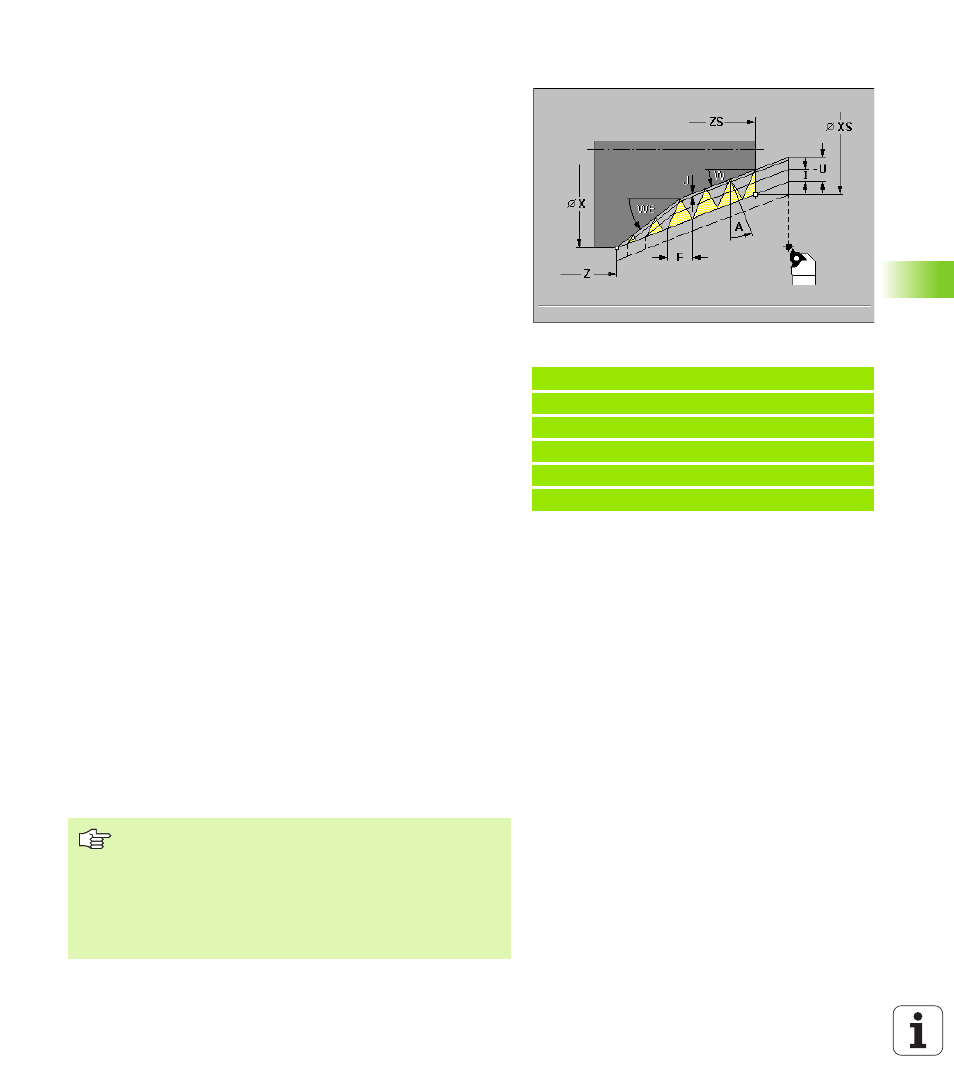
Коническая API-резьба G352
G352 производит одноходовую или многоходовую API-резьбу.
Глубина резьбы уменьшается у сбега резьбы.
Параметры
X конечная точка резьба (размер диаметра)
Z конечная точка резьба
XS начальная точка резьба (размер диаметра)
ZS начальная точка резьба
F шаг резьбы
U глубина резьбы
U>0: внутренная резьба
U<=0: наружная резьба (продольная и торцевая сторона)
U= +999 или –999: глубина резьбы рассчитывается
I максимальное врезание – default: рассчитывается из шага
резьбы и глубины резьбы
A угол врезания (default: 30°):
Диапазон: –60° < A < 60°
A>0: врезание от правой боковой поверхности
A<0: врезание от левой боковой поверхности
D число витков (default: 1)
W конусный угол (default: 0°): диапазон: –45° < W < 45°
WE угол сбега (default: 12°):
Диапазон: 0° < WE < 90°
J глубина остаточного прохода (default: 1/100 mm)
Внутренная или наружная резьба: смотри знак числа „U“
Распределение проходов: первый проход выполняется с «I»,
при каждом дальшем проходе глубина резания редуцируется,
пока достигнется «J».
Суперпозиция маховичка (если станок для этого оснащен):
суперпозиции ограничены:
X-направление: зависит от актуальной глубины прохода –
точка старта/конечная точка резьбы не превышаются
Z-направление: максимально 1 виток резьбы – точка старта/
конечная точка резьбы не превышаются
Определение угла конуса: XS/ZS, X/Z или XS/ZS, Z, W или
ZS, X/Z, W
Пример: G352
%352.NC
[G352]
N1 T45 G97 S1500 M3
N2 G0 X13 Z4
N3 G352 X16 Z-28 XS13 ZS0 F1.5 U-999 WE12
КОНЕЦ
«Цикл-стоп» действует в конце операции нарезания
резьбы.
Регулирование подачи и числа поворотов шпинделя
не действуют во время отработки цикла.
Оператор активирует наложение маховичка кнопкой
включателя на пульте управления станка.
Предуправление выключено