Линейный паз торцовая поверхность g791, 20 обрабо тка т орцов ой пов ер хно сти – Инструкция по эксплуатации HEIDENHAIN MANUALplus 4110
Страница 363
HEIDENHAIN MANUALplus 4110
363
6.20
Обрабо
тка
т
орцов
ой
пов
ер
хно
сти
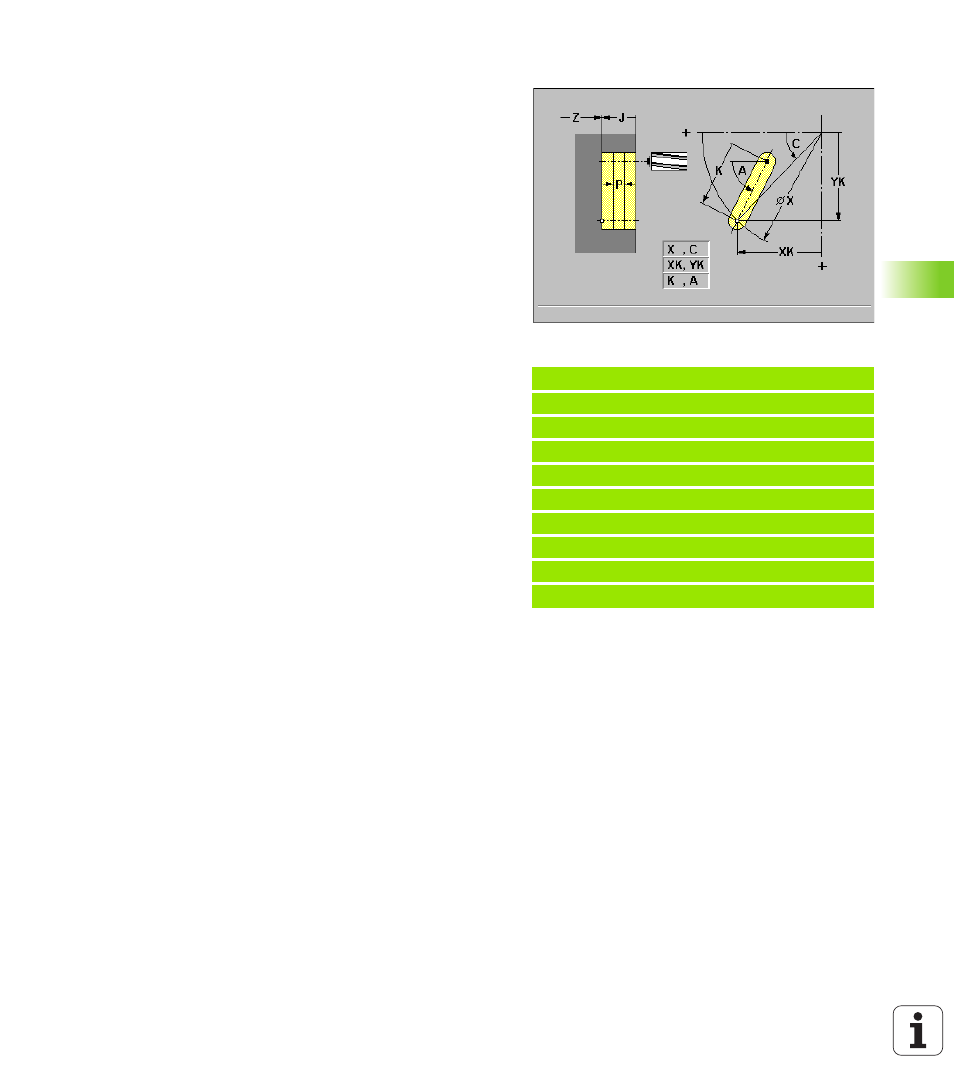
Линейный паз торцовая поверхность G791
G791 ферезерует канавку от актуальной позиции инструмента к
конечной точке. Ширина канавки соответствует диаметру фрезы.
Нет перерасчета припуска.
Параметры
X диаметр конечная точка паза
C конечный угол – конечная точка канавки - направление угла:
смотри вспомогательный рисунок
XK конечная точка паза (декартово)
YK конечная точка паза (декартово)
K длина паза – в отнесении к центру фрезы
A угол паза – база: смотри вспомогательный рисунок
Z дно фрезерования
J глубина фрезерования
J введено: цикл подводит на безопасное расстояние и
фрезерует потом канавку
J не введено: цикл фрезерует с позиции инструмента
P максимальное врезание (default: общая глубина одним
подводом)
F подача врезания для врезания на глубину (default: активная
подача)
Возможные комбинации параметров при определении конечной
точки:
Диаметр X, конечный угол C
Конечная точка XK, YK
Длина канавки K, угол A
Подсказки:
Переместите шпиндель перед вызовом G791 на желаемую
угловую позицию.
Если используете систему позиционирования шпинделя (нет
ось C), то производится аксиальная канавка, центрически к оси
вращения.
Пример: G791
%791.NC
[G791]
N1 T70 G197 S1200 G195 F0.2 M104
N2 M14
N3 G110 C0
N4 G0 X100 Z2
N5 G100 XK20 YK5
N6 G791 XK30 YK5 Z-5 J5 P2
N7 M15
КОНЕЦ