18 циклы сверления, Цикл сверления g71 – Инструкция по эксплуатации HEIDENHAIN MANUALplus 4110
Страница 354
354
6 DIN-программирование
6.18
Цик
л
ы
св
ер
л
е
ния
6.18 Циклы сверления
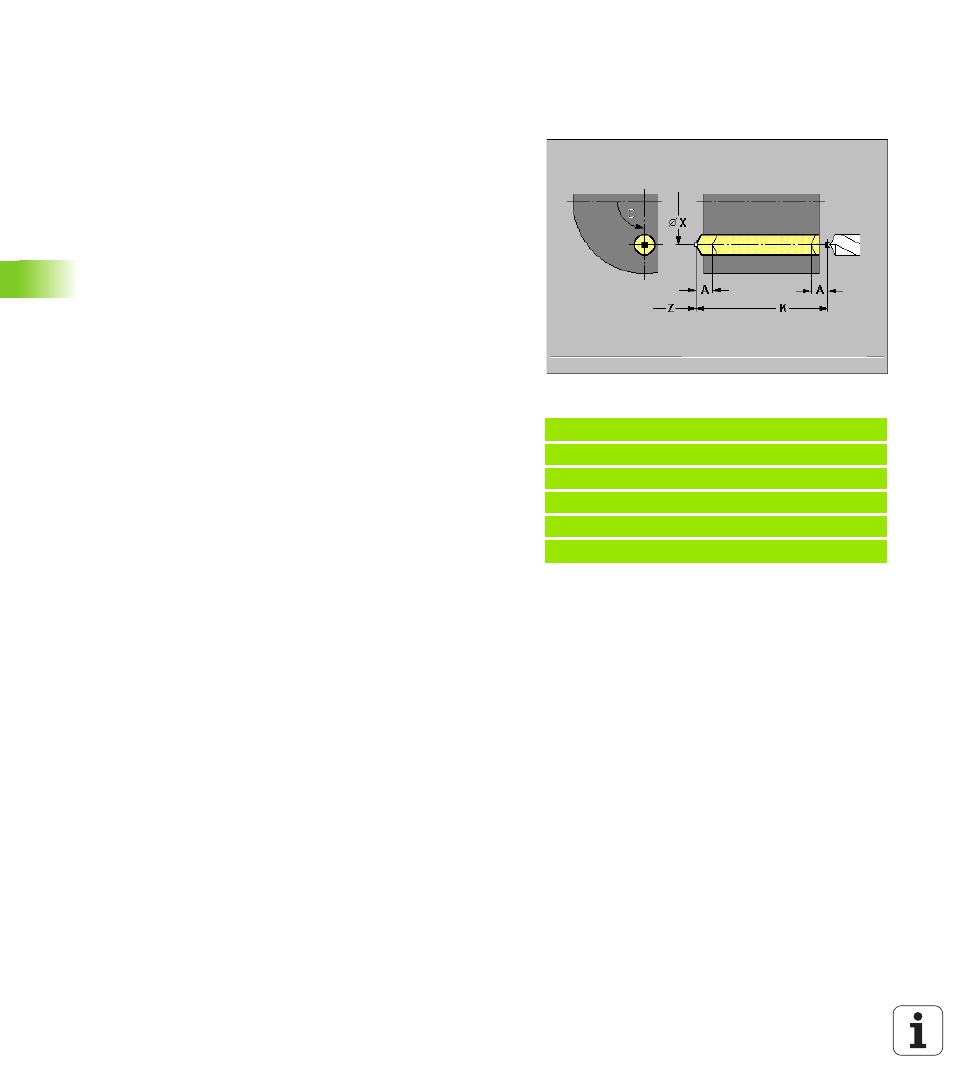
Цикл сверления G71
G71 производит аксиальные отверстия в центре с неподвижными
инструментами как и аксиальные и радиальные отверстия с
помощью приводимых инструментов.
Параметры
X конечная точка аксиальное отверстие (размер диаметра)
Z конечная точка радиальное отверстие
A длина центрования/просверления (default: 0)
E выдержка времени для выхода из материала на дне
сверления (default: 0)
V варианты сверления насквозь – редуцирование подачи на
50% при засверловке и сквозном отверстии
0: без уменьшения подачи
1: уменьшение просверления
2: уменьшение центрования
3: редуцирование засверления и сквозного сверления
K глубина сверления (радиальное отверстие: величина
радиуса)
К введено: «точка старта отверстия» рассчитывается из
«конечной точки отверстия» и «K»
К не введено: «K» рассчитывается из «конечной точки
отверстия» и актуальной позиции инструмента
D возврат – default: 0
0: ускоренная подача
1: подача
Подсказки:
Отработка цикла начинается с актуальной позции инструмента
и позиции шпинделя Подвод к точке старта выполняется на
ускоренном ходе.
Аксиальное отверстие:
«X» не программировать
«Z» программировать
Радиальное отверстие:
«X» программировать
«Z» не программировать
X и Z программированы: «ориентация инструмента» является
решающей для радиального/аксиального отверстия (смотри
“Сверильные инструменты” на странице 423).
Пример: G71
%71.NC
[G71]
N1 T50 G97 S1000 G95 F0.2 M3
N2 G0 X0 Z5
N3 G71 Z-25 A5 V2
КОНЕЦ