Метрическая iso-резьба g35, 15 цик л ы на рез ания вну тренной резьбы – Инструкция по эксплуатации HEIDENHAIN MANUALplus 4110
Страница 340
340
6 DIN-программирование
6.15
Цик
л
ы
на
рез
ания
вну
тренной
резьбы
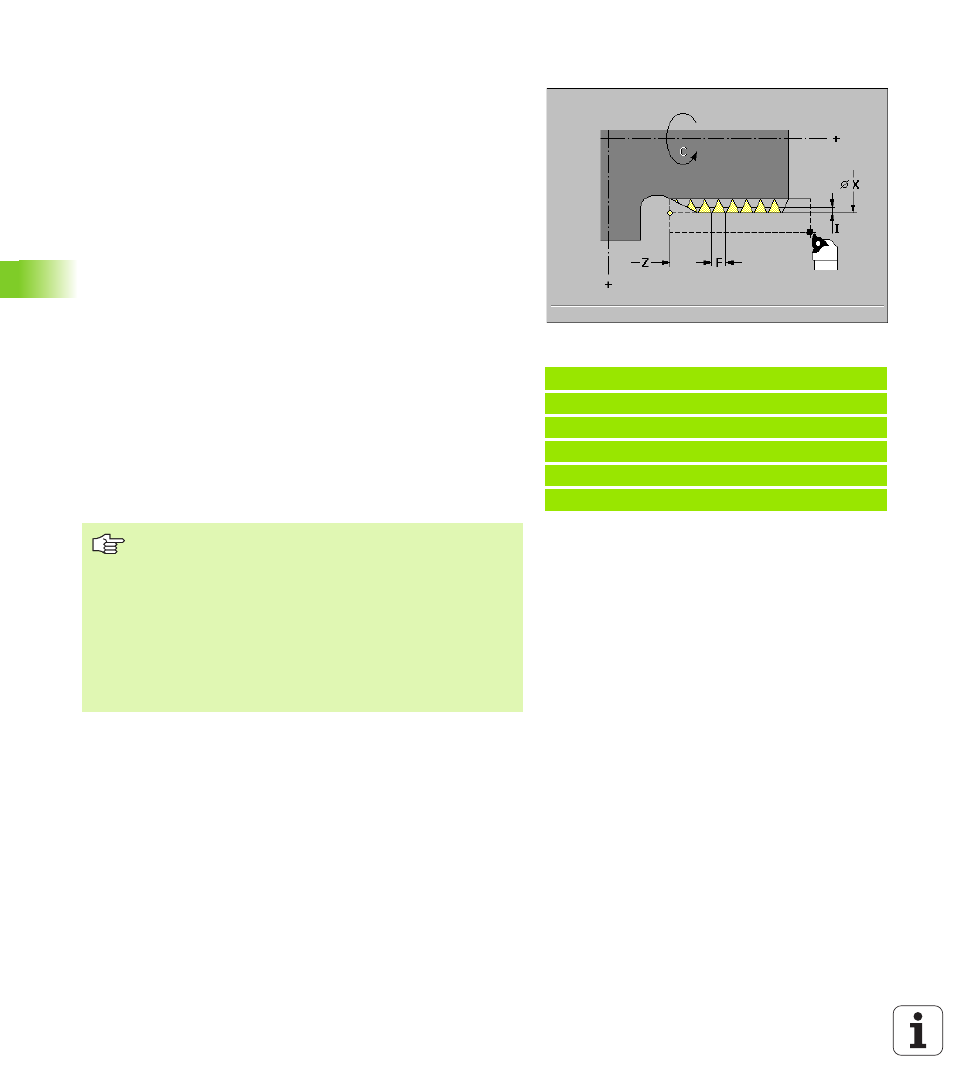
Метрическая ISO-резьба G35
G35 производит продольную резьбу (внутренную или наружную).
Резьба начинается с актуальной позиции инструмента и кончится
в «конечной точке X, Z».
MANUALplus установливает на основе позиции инструмента
относительно к точке резьбы, изгтовляется ли наружная или
внутренная резьба.
Параметры
X конечная точка резьба (размер диаметра)
Z конечная точка резьба
F шаг резьбы – default: установливается на основании таблицы
(смотри “Шаг резьбы” на странице 524)
I максимальное врезание – нет ввода: I рассчитывается из
шага резьбы и глубины резьбы
Q количество холостых проходов (default: 0): после
последнего прохода резания
B последние проходы (default: 0)
B=0: разделение «последнего прохода» на 1/2-, 1/4-, 1/8-, и
1/8-прохода.
B=1: без распределения остаточного прохода
Врезания: если U/I дает остаток, то этот «остаток» действует для
первого подвода. «Последний проход» разделяется на 1/2-, 1/4-,
1/8- и 1/8-прохода.
Пример: G35
%35.NC
[G35]
N1 T45 G97 S1500 M3
N2 G0 X16 Z4
N3 G35 X16 Z-29 F1.5
КОНЕЦ
«Цикл-стоп» действует в конце операции нарезания
резьбы.
Регулирование подачи и числа поворотов шпинделя
не действуют во время отработки цикла.
В случае внутренной резьбы следует задавать «шаг
резьбы F», так как диаметр продольного элемента
не является диаметром резьбы. Если установление
шага резьбы используется MANUALplus, то следует
рассчитывать с небольшими отклонениями.
Предуправление включено