19 c-ось-команды – Инструкция по эксплуатации HEIDENHAIN MANUALplus 4110
Страница 359
Advertising
HEIDENHAIN MANUALplus 4110
359
6.19 C-
ос
ь
-кома
н
д
ы
6.19 C-ось-команды
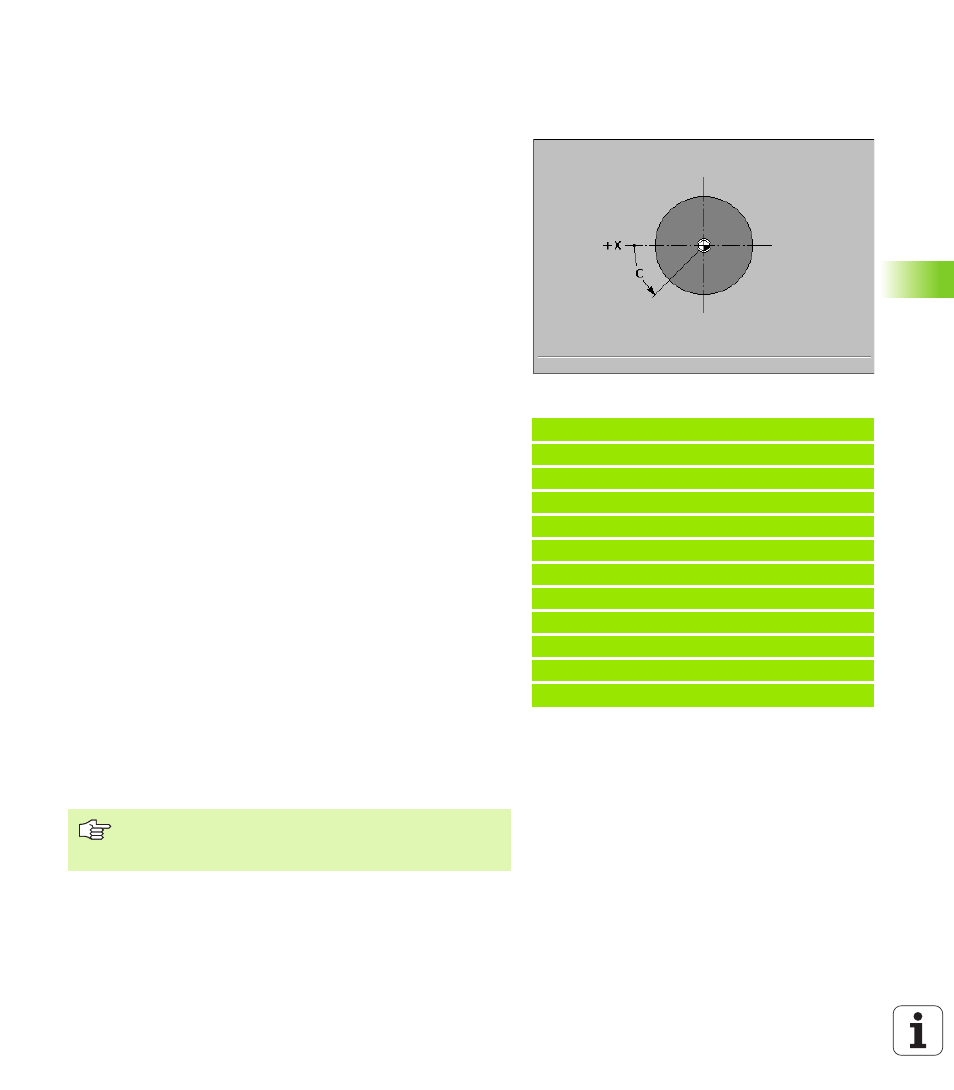
Смещение нулевой точки ось C G152
G152 определяет нулевую точку оси C абсолютно (база: параметр
станка 1005 "опорная точка оси С"). Нулевая точка действует до
конца программы.
Параметры
C угол: позиция шпинделя «новой» нулевой точки оси C
Нормирование оси C G153
G153 установливает обратно угол перемещения >360° или <0° на
угол по модулю 360°, без перемещения оси C.
Пример: G152
%152.NC
[G152]
N1 M5
N2 T71 G197 S1010 G193 F0.08 M104
N3 M14
N4 G152 C30
N5 G110 C0
N6 G0 X122 Z-50
N7 G744 X122 Z-50 ZE-50 C0 WI90 Q4
N8 G792 K30 A0 X100 J11 P5 F0.15
N9 M15
КОНЕЦ
G153 используется только для обработки поверхности
оболочки. На торцевой поверхности наступает
автоматическое нормирование по модулю 360°.
Advertising