Черновая обработка параллельно к контуру g836, 1 1 цик л ы то ч ен и я св яз анные с ко н тур ом – Инструкция по эксплуатации HEIDENHAIN MANUALplus 4110
Страница 317
HEIDENHAIN MANUALplus 4110
317
6.1
1
Цик
л
ы
то
ч
ен
и
я
св
яз
анные
с
ко
н
тур
ом
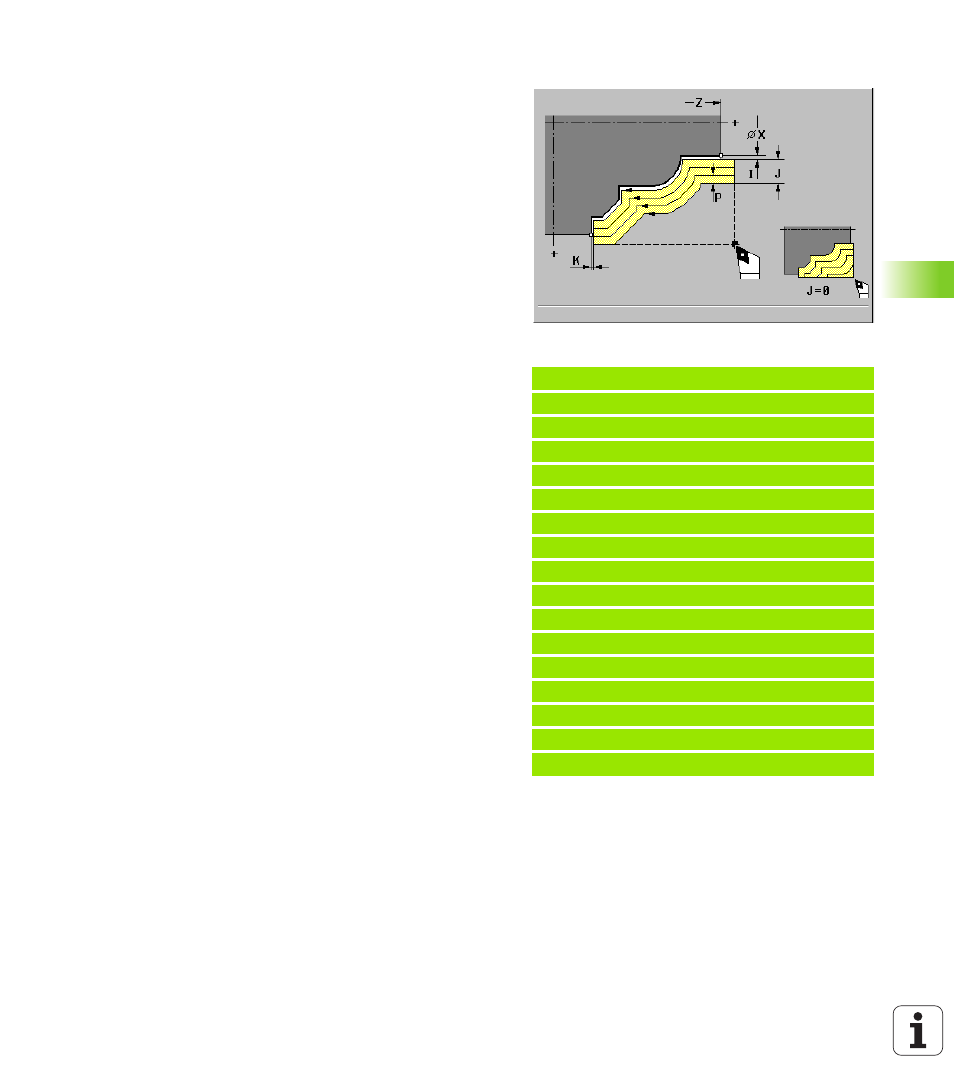
Черновая обработка параллельно к контуру G836
G836 снимает стружку на сегментах заготовки параллельно к
контуру. Точка старта контура определяется либо в цикле с „X, Z“
или в кадре G0 после вызова цикла. Последующие кадра после
G836 описывают сегмент контура. G80 заключает описание
контура.
Параметры
X точка старта (размер диаметра)
Z точка старта
P глубина врезания: глубина врезания зависит от „J“.
Распределение проходов так рассчитывается, что избегается
«шлифовального прохода»
J=0: P является максимальной глубиной врезания. Цикл
уменьшает глубину врезания, если программированная
глубина не допускается из-за геометрии режущих кромок в
поперечном и продольном направлениях.
J>0: P является глубиной врезания. Это врезания
используется для продольного и поперечного направления.
I припуск X (размер диаметра) – (default: 0)
K припуск Z (default: 0)
J припуск заготовки – цикл выполняет резание
J=0: с позиции инструмента
J>0: участка описанного припуском заготовки
Q поперечная черновая обработка (default: 0): обработка
продольная или поперечная
Q=0: продольная обработка
Q=1: поперечная обработка
Пример: G836
%836.NC
[G836]
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X120 Z2
N3 G836 P4 I1 K0.3
N4 G0 X80 Z0
N5 G1 Z-15 B-1
N6 G1 X102 B2
N7 G1 Z-22
N8 G1 X90 ZI-12 B1
N9 G1 ZI-6
N10 G1 X100 A80 B-1
N11 G1 Z-47
N12 G1 X110
N13 G0 Z2
N14 G80
КОНЕЦ