Чистовая обработка контура g89, 1 1 цик л ы то ч ен и я св яз анные с ко н тур ом – Инструкция по эксплуатации HEIDENHAIN MANUALplus 4110
Страница 319
HEIDENHAIN MANUALplus 4110
319
6.1
1
Цик
л
ы
то
ч
ен
и
я
св
яз
анные
с
ко
н
тур
ом
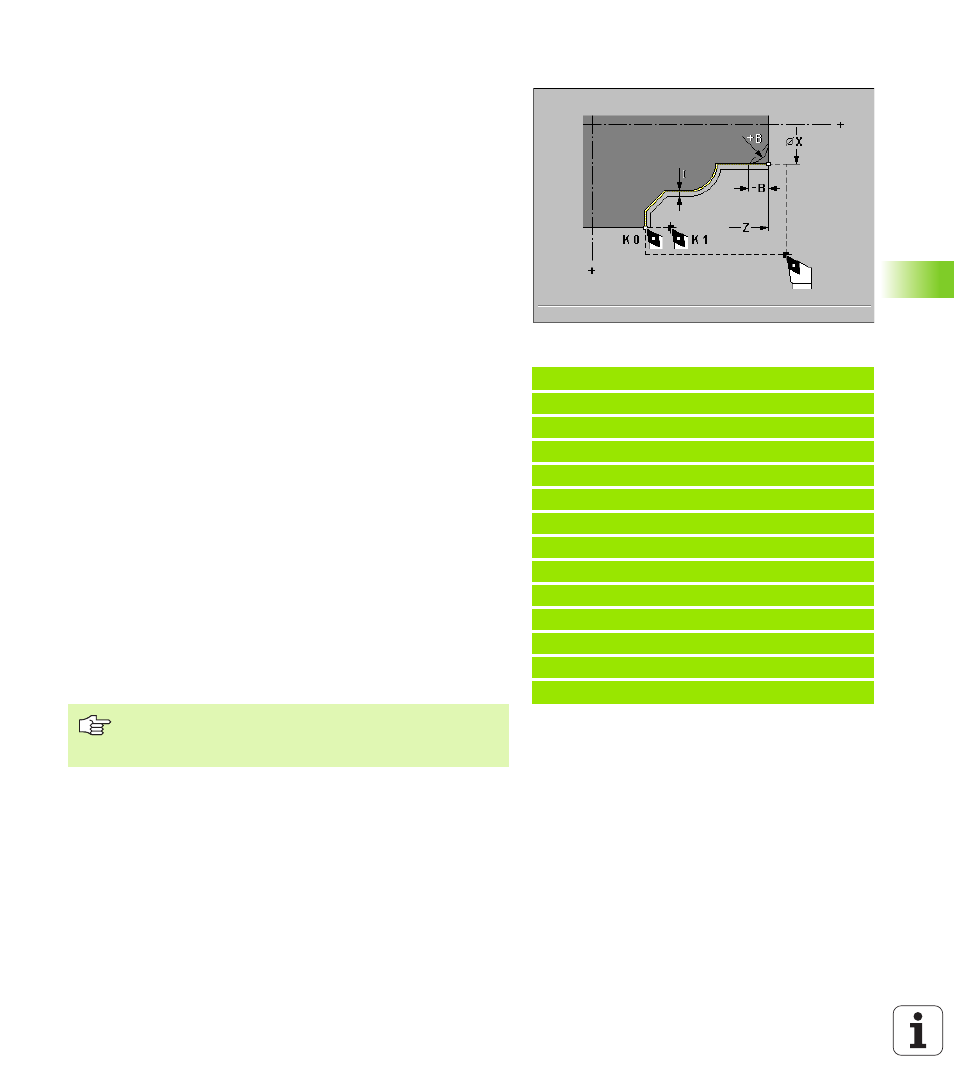
Чистовая обработка контура G89
G89 выполняет чистовую обработку описанного в последующей
записи сегмента контура (смотри “Описание контура” на
В ЧУ-кадре после G89 активируется с помощью G41-/G42-
комнады (без параметра) SRK и определяется положение
инструмента (база: направление контура):
G41: инструмент направо от контура
G42: инструмент налево от контура
MANUALplus выключает SRK в конце цикла. Если не
программируется G41/G42, то SRK не активируется.
Параметры
B фаска/закругление в начале сегмента контура
B>0: радиус закругления
B<0: ширина фаски
I припуск: эквидистантный припуск – отрицательный припуск
разрешается
K подъем в конце – определяет позицию инструмента после
выполнения цикла:
нет ввода: возврат к точке старта цикла
K=0: инструмент остановливается в конце цикла
K>0: инструмент поднимается на K
J положение элементов: если сегмент контура начинается с
фаски/закругления, то J определяет положение
«воображаемого опорного элемента» (default: 1)
Базовый элемент:
J=1: плоский элемент в +X-направлении
J=–1: плоский элемент в -X-направлении
J=2: продольный элемент в +Z-направлении
J=–2: продольный элемент в –Z-направлении
Пример: G89
%89.NC
[G89]
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X70 Z2
N3 G89 B-2 I2 K1 J1
N4 G42
N5 G0 X40 Z0
N6 G1 Z-20 B3
N7 G1 X60 B-2
N8 G1 Z-32
N9 G25 H5 W30
N10 G1 X70
N11 G80
КОНЕЦ
Припуски: G58-припуск перерассчитывается, если I
не указано в цикле. После отработки циклов припуск
удаляется.