6 циклы резьбы и выточки – Инструкция по эксплуатации HEIDENHAIN MANUALplus 4110
Страница 162
162
4 Программирование циклов
4.6
Цик
л
ы
резьбы
и
выт
о
чки
4.6 Циклы резьбы и
выточки
Положение резьбы
MANUALplus установливает направление резьбы
исходя из параметров «позиция старта Z» (ручной
режим «актуальная позиция инструмента») и
«конечная точка Z2». Следует ли производить
наружную или внутренную резьбу, определяете с
помощью программированной клавиши.
Положение выточки
MANUALplus установливает положение выточки
из параметров цикла «точка старта X, Z» (ручной
режим: "актуальное положение инструмента")
и"точка старта цилиндра X1/конечная точка
плочкой поверхности Z2".
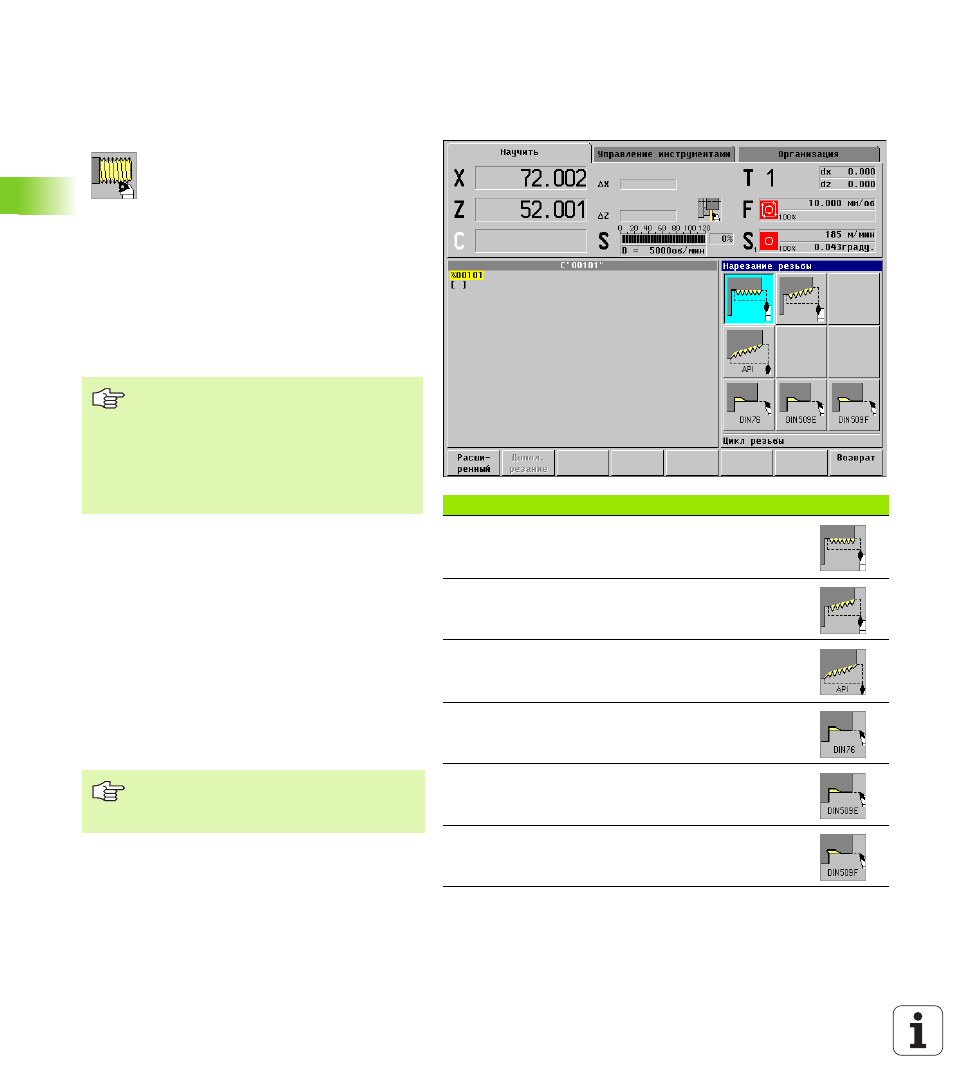
Циклы резьбы и выточки
Символ
Цикл нарезнаия внутренной резьбы
однозаходная или многозаходная продольная
резьба
Конусная резьба
однозаходная или многозаходная конусная резьба
API-резьба
однозаходная или многозаходная API-резьба (API:
American Petroleum Institut)
Выточка DIN 76
Выточка резьбы и надрез резьбы
Выточка DIN 509 E
Выточка и надрез цилиндра
Выточка DIN 509 F
Выточка и надрез цилиндра
Циклы резьбы и выточки производять
одноходовую или многоходовую
продольную и коническую резьбу как
и выточки.
В ручном режиме можете:
«последний проход» повторить,
для корригирования неточностей
инструмента.
с»калибровка резьбы»
исправляется поврежденная
резьба
Резьба производится с постоянной
скоростью вращения.
«Цикл-стоп» действует в конце
операции нарезания резьбы
Регулирование подачи и числа
поворотов шпинделя не действуют во
время отработки цикла.
Выточка выполняется только в
прямоугольных, параллельных к оси
углах контура на продольной оси.