Инструкция по эксплуатации Hypertherm Powermax125 Rev.1 Service manual
Страница 87
Powermax125 Pуководство по сервисному обслуживанию 80807J
87
6 – Настройка механизированного резака
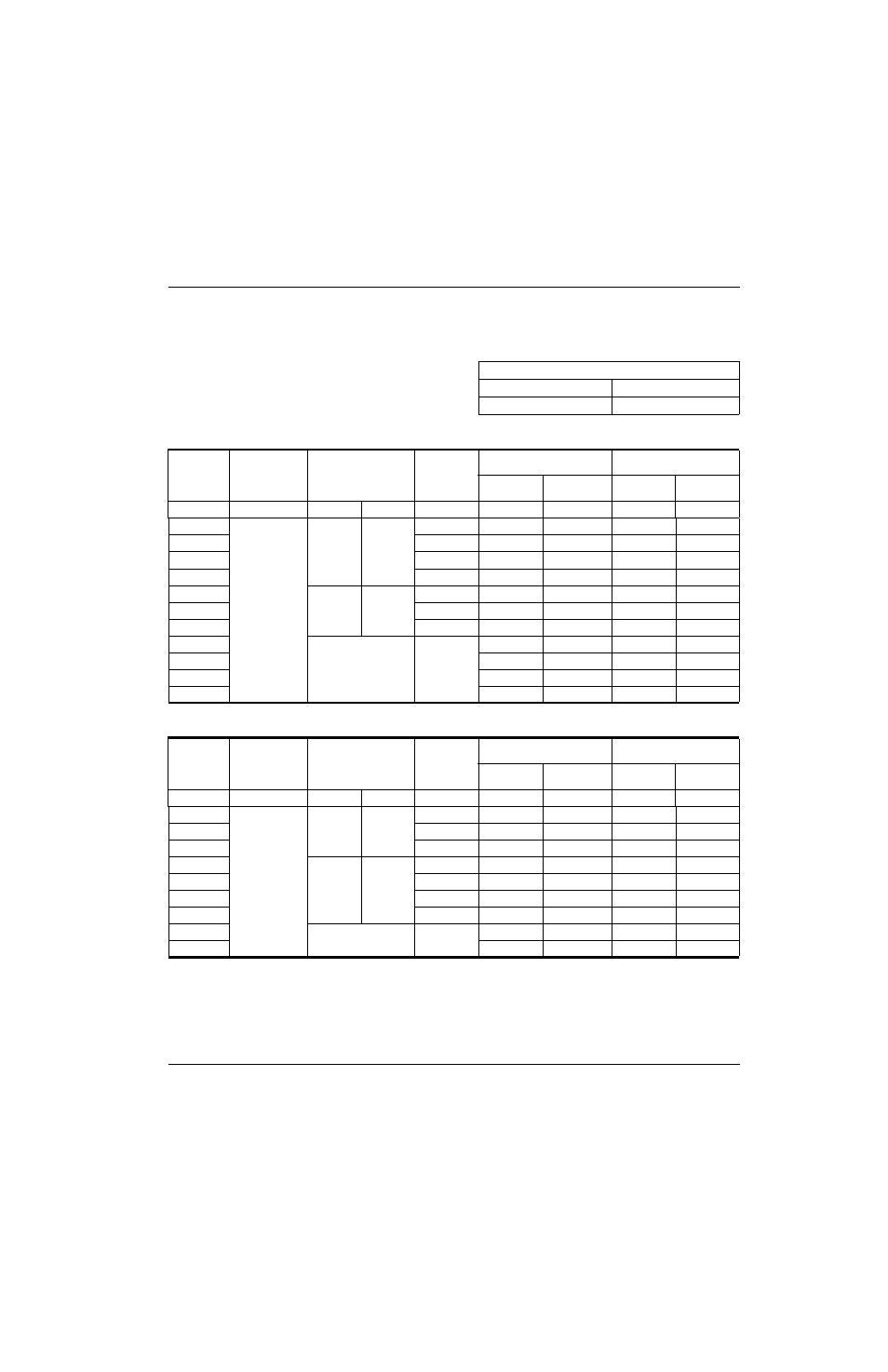
Резка с экранированными расходными деталями
на 125 А (низкоуглеродистая сталь
)
Скорость потока воздуха – ст.л/мин / ст.куб.фут/час
Горячий
260 / 550
Холодный
345 / 730
Метрическая СИ
Толщина
материала
Расстояние
между резаком
и изделием
Исходная
высота прожига
Время
задержки
прожига
Настройки для достижения
наилучшего качества резки
Настройки
производительности
Скорость
резки
Напряжение
Скорость
резки
Напряжение
мм
мм
мм
%
секунды
мм/мин
В
мм/мин
В
6
4,6
9,2
200
0,2
4980
158
5960
155
8
0,3
3800
158
4570
157
10
0,4
2750
158
3330
158
12
0,5
2050
157
2510
157
16
11,5
250
0,6
1260
162
1660
164
20
2,0
980
165
1140
164
25
3,5
610
169
780
167
30
Пуск на краю*
1,0
580
169
510
167
32
400
174
500
172
35
340
177
430
175
40
240
180
310
178
Британская СИ
Толщина
материала
Расстояние
между резаком
и изделием
Исходная высота
прожига
Время
задержки
прожига
Настройки для достижения
наилучшего качества резки
Настройки
производительности
Скорость
резки
Напряжение
Скорость
резки
Напряжение
дюймы
дюймы
дюймы
%
с
дюйм/мин
В
дюйм/мин
В
1/4
0.18
0.36
200
0.2
188
158
225
155
3/8
0.4
114
158
138
158
1/2
0.5
75
158
93
158
5/8
0.45
250
0.6
50
162
66
164
3/4
0.8
42
164
48
163
7/8
2.0
31
168
37
166
1
3.5
23
169
30
167
1-1/4
Пуск на краю*
1.0
16
174
20
172
1-1/2
11
179
14
177
* Можно выполнять прожиг материала толщиной до 32 мм, если ваше программное обеспечение ЧПУ и система
регулировки высоты резака позволяют частично поднимать резак, чтобы очистить наплыв окалины, который мог
образоваться в течение прожига. Например, в ЧПУ Phoenix от Hypertherm эта функция называется «высота перескока».
Использование этой функции прожига может влиять на срок службы расходных деталей.