3 параме тры станка – Инструкция по эксплуатации HEIDENHAIN SW 54843x-02
Страница 84
84
Режим работы "Станок"
3.3
Параме
тры
станка
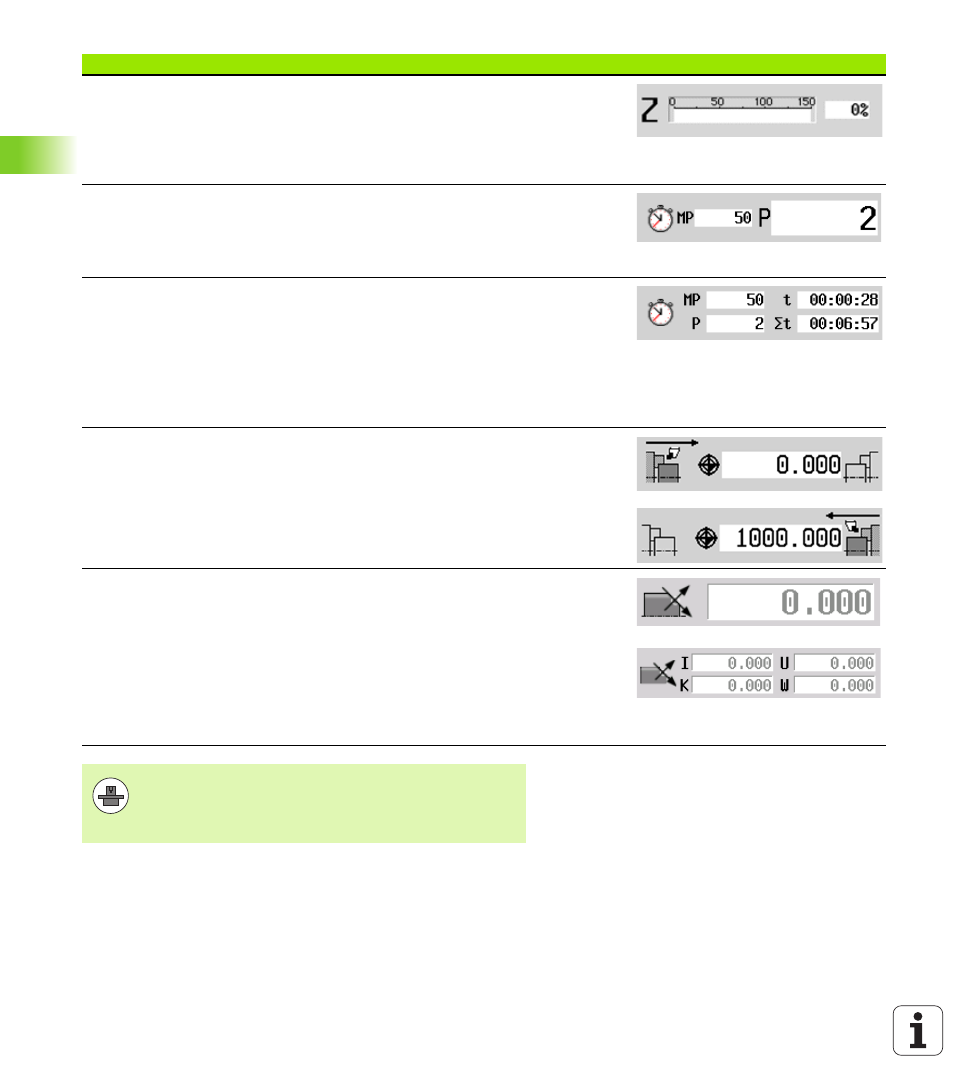
Загрузка привода: загрузка привода относительно номинального крутящего
момента
цифровые осевые и шпиндельные приводы
аналоговые осевые и шпиндельные приводы, если они установлены
изготовителем станка
Индикация количества изделий: количество увеличивается каждый раз
после M30, M99 или запрограммированного счетного импульса M18.
MP: заданное количество штук
P: количество изготовленных штук
Индикация количества изделий и времени обработки одного изделия:
количество увеличивается каждый раз после M30, M99 или
запрограммированного счетного импульса M18.
MP: заданное количество штук
P: количество изготовленных штук
t: время выполнения текущей программы
Сумма t: общее время
Индикация обработки задней стороны: в RSM-индикаторе (RSM: Rear Side
Machining = Обработка Задней Стороны) отображается информация об
обработке задней стороны.
RSM-состояние
Активное смещение нулевой точки настроенной RSM-оси
Отображение оси В: В зависимости от настройки параметров станка
отображаются различные данные о статусе наклонной плоскости.
Программируемое значение угла оси В
Отображение актуальных значений I, K, U и W
I: Эталон плоскости по X
K: Эталон плоскости по Z
U: Сдвиг по X
W: Сдвиг по Z
Элементы индикации параметров станка
Отображение данных станка настраивается его
производителем. Поэтому возможны отличия
конкретной индикации вашего станка от приведенной
здесь индикации.