6 циклы резьбы и выточки, Положение резьбы, положение выточки – Инструкция по эксплуатации HEIDENHAIN SW 54843x-02
Страница 268
268
программирование циклов
4.6
Цик
л
ы
резьбы
и
выт
о
чки
4.6 Циклы резьбы и выточки
Положение резьбы, положение выточки
Положение резьбы
MANUALplus определяет направление резьбы на основе
параметров стартовая точка Z (в режиме ручного управления
"текущая позиция инструмента") и конечная точка Z2. Следует
производить внешнюю или внутреннюю резьбу, можно задать с
помощью клавиши Softkey.
Положение выточки
MANUALplus определяет положение выточки из параметров
цикла стартовая точка X, Z (ручной режим: "актуальное
положение инструмента") и стартовая точка цилиндра X1/
конечная точка плоскости Z2.
Циклы нарезки резьбы и выточки производят одно- и
многоходовую продольную и коническую резьбу, а
также выточки.
В режиме циклов вы можете:
Повторить "последний проход", чтобы
скорректировать точность инструментов.
При помощи опции Калибрование резьбы
отремонтировать поврежденную резьбу (только в
режиме ручного управления).
Резьба изготавливается с постоянной скоростью
вращения.
При остановке (Стоп цикла) инструмент
поднимается, перед тем как движение
останавливается. Цикл необходимо будет запустить
заново.
Регулирование подачи не действует во время
отработки цикла.
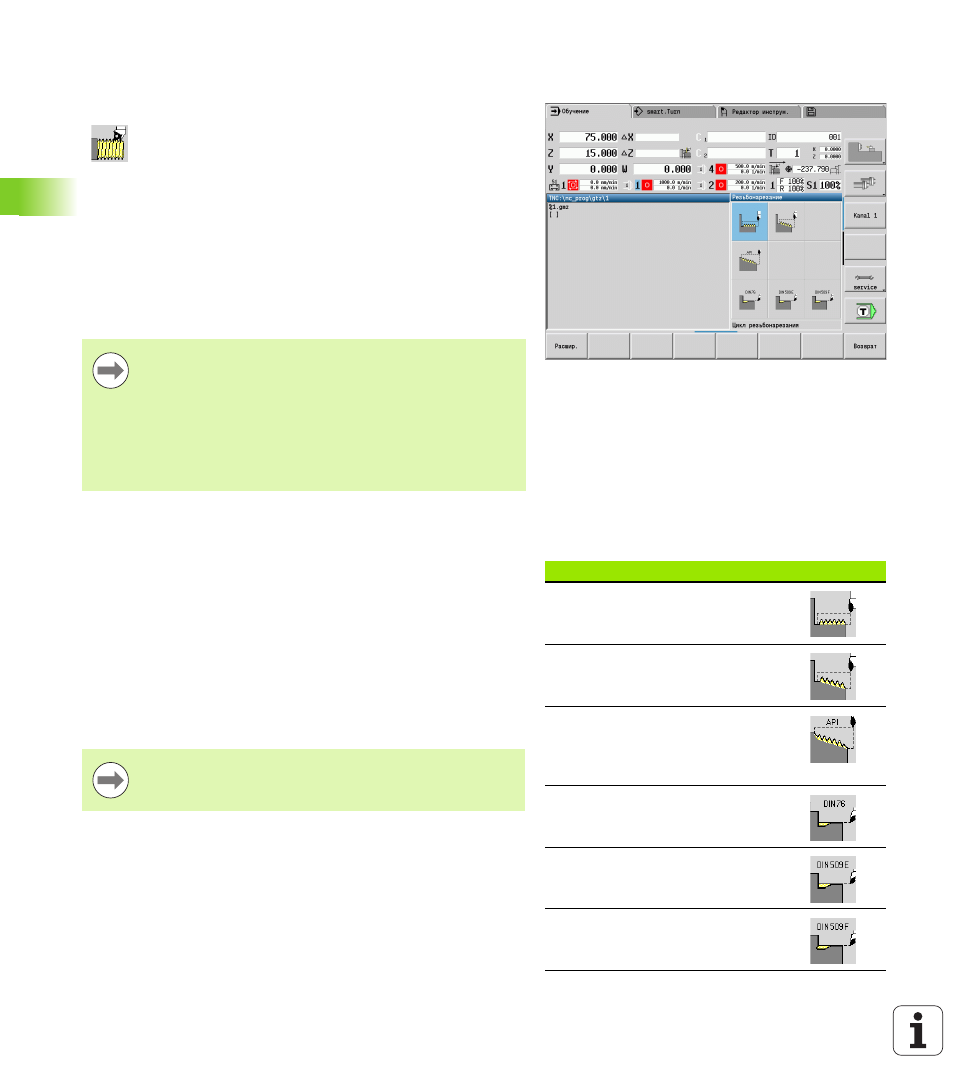
Циклы резьбы и выточки
Символ
Цикл нарезания резьбы
однозаходная или многозаходная
продольная резьба
Конусная резьба
однозаходная или многозаходная
конусная резьба
API-резьба
однозаходная или многозаходная
API-резьба (API: American Petroleum
Institut)
Выточка DIN 76
выточка резьбы и надрез резьбы
Выточка DIN 509 E
выточка и надрез цилиндра
Выточка DIN 509 F
выточка и надрез цилиндра
Выточка выполняется только в прямоугольных,
параллельных оси углах контура на продольной оси.