Выточка din 509 e, 6 цик л ы резьбы и выт о чки – Инструкция по эксплуатации HEIDENHAIN SW 54843x-02
Страница 292
292
программирование циклов
4.6
Цик
л
ы
резьбы
и
выт
о
чки
Выточка DIN 509 E
Выберите Нарезание резьбы
Выберите выточку DIN 509 Е
Выкл: инструмент останавливается в конце
цикла
Вкл: инструмент возвращается к точке старта
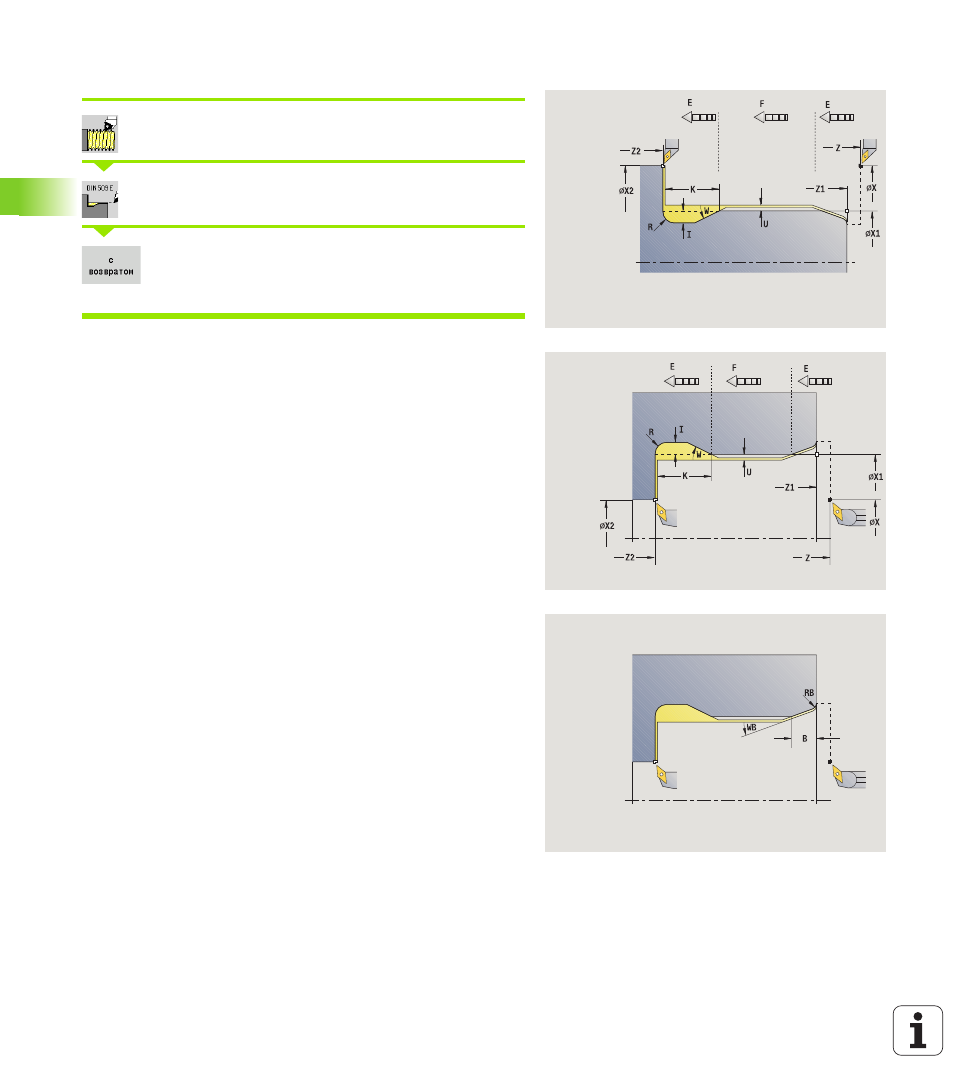
Цикл изготавливает выточку резьбы DIN 509 формы Е, надрез
цилиндра, выносной цилиндр и примыкающую поперечную
плоскость. Для участка цилиндра можно задать шлифовальный
припуск. Надрез цилиндра производится, если вы задаете длину
надреза цилиндра или радиус надреза.
Параметры цикла
X, Z
Начальная точка
X1, Z1
Стартовая точка цилиндра
X2, Z2
Конечная точка плоская поверхность
U
Припуск шлифования для области цилиндра (по
умолчанию: 0)
E
Уменьшенная подача для врезания и надреза
цилиндра (по умолчанию: подача F)
I
Глубина выточки (по умолчанию: из таблицы норм)
K
Длина выточки (по умолчанию: из таблицы норм)
W
Угол выточки (по умолчанию: из таблицы норм)
R
Радиус выточки в обоих углах выточки (по
умолчанию: из таблицы норм)
G14
Точка смены инструмента (смотри страница 134)
T
Номер места револьверной головки
Ид. номер Идентификационный номер (ID) инструмента
S
Частота вращения/Скорость резания
F
Подача на оборот
B
Длина надреза цилиндра (по умолчанию: без
надреза резьбы)
WB
Угол надреза (по умолчанию: 45 °)
RB
Радиус надреза (по умолчанию: значение не
введено = нет элемента): положительное значение
= радиус надреза, отрицательное значение = фаска
G47
Безопасное расстояние (смотри страница 134) –
рассчитывается только в режиме "с возвратом"
MT
M после T: М-функция, которая выполняется после
вызова инструмента Т.
MFS
М в начале: М-функция, которая выполняется в
начале шага обработки.