Параметры цикла – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-05) Cycle programming
Страница 87
HEIDENHAIN iTNC 530
87
3.7
РА
С
Т
О
Ч
К
А
ОБР
А
Т
Н
ЫМ
ХО
Д
О
М
(
цик
л
204, DIN/ISO: G204)
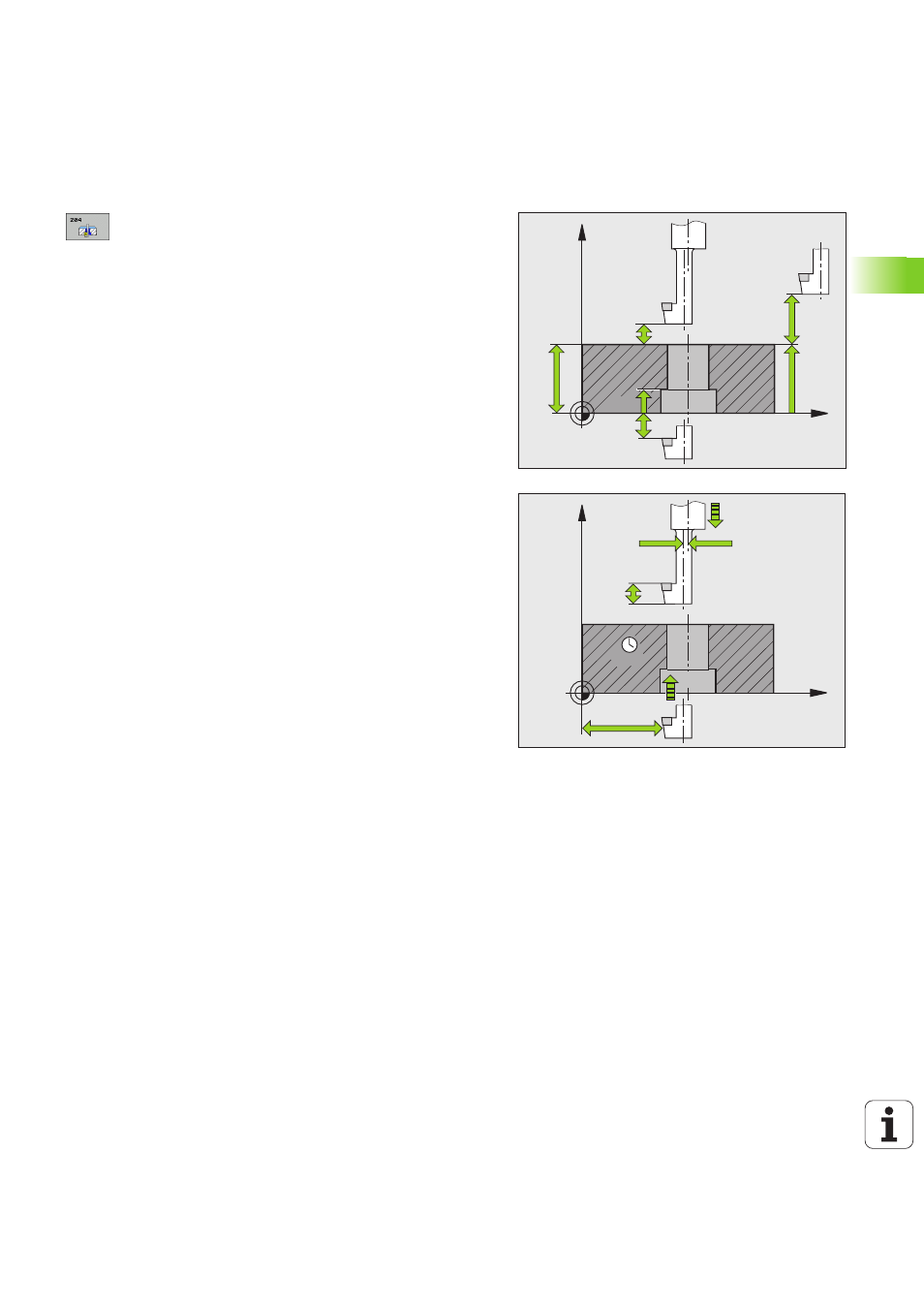
Параметры цикла
U
Безопасное расстояние Q200 (в инкрементах):
расстояние от вершины инструмента до
поверхности заготовки. Диапазон ввода от 0 до
99999,9999 или через PREDEF
U
Глубина зенкови Q249 (в инкрементах): расстояние
от нижней грани детали до дна зенковки.
Положительный знак перед значением задает
зенкерование в положительном направлении оси
шпинделя. Диапазон ввода от -99999,9999 до
99999,9999
U
Толщина материала Q250 (в инкрементах):
толщина заготовки. Диапазон ввода от 0,0001 до
99999,9999
U
Размер эксцентрика Q251 (в инкрементах): размер
эксцентрика борштанги; берется из списка данных
инструмента. Диапазон ввода от 0,0001 до
99999,9999
U
Высота режущей кромки Q252 (в инкрементах):
расстояние от нижней кромки борштанги до
главной режущей кромки; берется из списка
данных инструмента. Диапазон ввода от 0,0001 до
99999,9999
U
Подача предварительного позиционирования Q253:
скорость перемещения инструмента при врезании
в заготовку или при выходе из заготовки в мм/мин.
Диапазн ввода от 0 до 99999,999 или через FMAX,
FAUTO, PREDEF
U
Подача зенкерования Q254: скорость
передвижения инструмента при зенковке в
мм/мин. Диапазон ввода от 0 до 99999,999 либо
через FAUTO, FU
U
Время выдержки Q255: время выдержки на дне
углубления. Диапазон ввода от 0 до 3600,000
X
Z
Q250
Q203
Q204
Q249
Q200
Q200
X
Z
Q255
Q254
Q214
Q252
Q253
Q251