6 резьбофрезерование (цикл 262, din/iso: g262), Ход цикла – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-05) Cycle programming
Страница 115
HEIDENHAIN iTNC 530
115
4.6
РЕЗЬБОФРЕЗЕР
ОВ
АНИЕ
(
цик
л
262, DIN/ISO: G262)
4.6 РЕЗЬБОФРЕЗЕРОВАНИЕ
(цикл 262, DIN/ISO: G262)
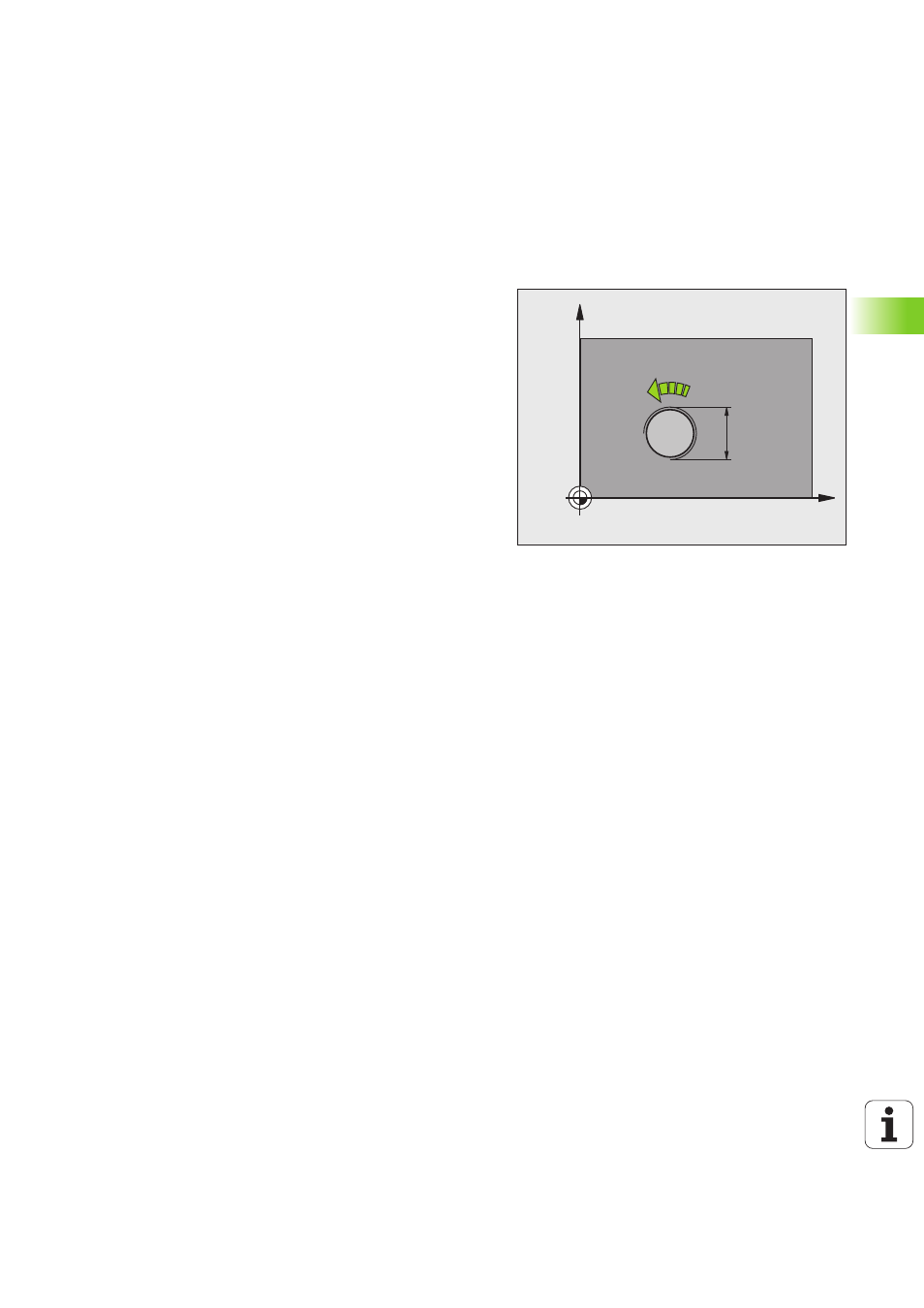
Ход цикла
1 Инструмент на ускоренном ходу FMAX перемещается по оси
шпинделя и позиционируется на заданной безопасной высоте
над поверхностью заготовки
2 Инструмент на запрограммированной подаче
предварительного позиционирования перемещается на
уровень начла резьбы, определяемый знаком значения шага
резьбы, видом фрезерования и количеством проходов при
спиральной интерполяции
3 Затем инструмент, двигаясь по спирали, доходит по
касательной до диаметра резьбы. Для того, чтобы траекторя
резьбы при этом начиналась в запрограммированной
плоскости начала обработки, инструмент перед началом
одвода по спиральной траектории совершает еще одно
компенсационное перемещение по своей оси.
4 В зависимости от параметра Спиральная интерполяция
инструмент фрезерует резьбу за одно или несколько
смеенных спиральных движений или же за одно непрерывное
винтовое движение
5 После чего инструмент по касательной возвращается от
контура к точке старта на плоскости обработки
6 В конце цикла инструмент на ускоренном ходу отходит на
безопасную высоту или, если она задано, на 2-ую безопсную
высоту
X
Y
Q207
Q335