Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-05) Cycle programming
Страница 147
HEIDENHAIN iTNC 530
147
5.3
КР
УГ
ЛЫЙ
КАР
М
АН
(
цик
л
252, DIN/ISO: G252)
U
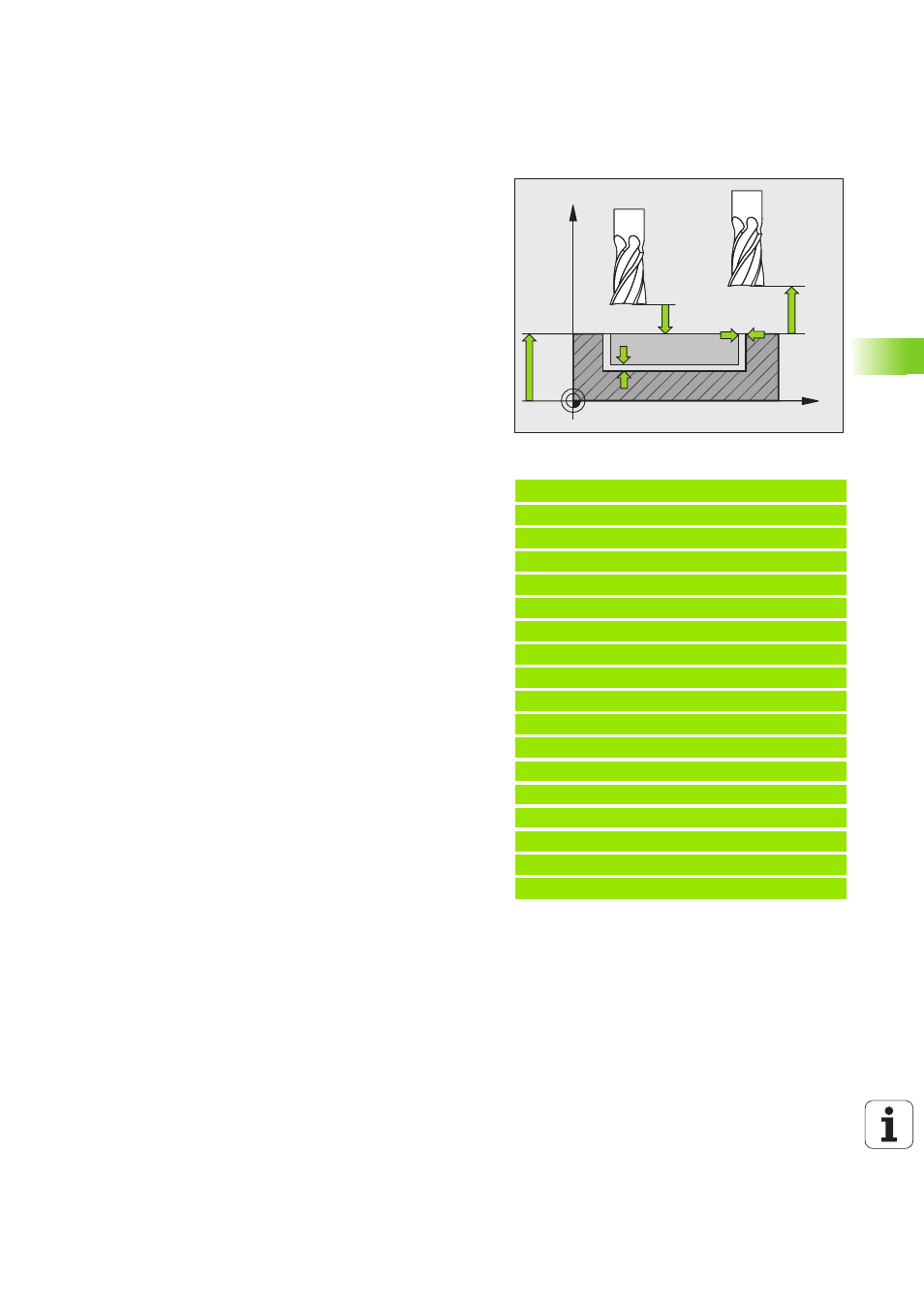
Безопасное расстояние Q200 (в инкрементах):
расстояние между торцевой стороной
инструмента и поверхностью заготовки. Диапазон
ввоа от 0 до 99999,9999 или через PREDEF
U
Координата поверхности заготовки Q203
(абсолютная): абсолютная координата
поверхности заготовки. Диапазон ввода
от -99999,9999 до 99999,9999
U
2-е безопасное расстояние Q204 (в инкрементах):
координата оси шпинделя, при которой
столкновение инструмента и заготовки (зажимного
писпособления) невозможно. Диапазон ввода от 0
до 99999,9999 или через PREDEF
U
Коэффицент перекрытия траектории Q370: Q370 x
радиус инструмента дает врезание со стороны k.
Диапазон ввода от 0,1 до 1,9999 или через
PREDEF
U
Стратегия погружения Q366: вид стратегии
врезания:
0 = перпендикулярное врезание. Независимо от
определенного в таблице инструментов угла
врезания ANGLE система ЧПУ погружает
инструмент перпендикулярно
1 = врезание по спирали. В таблице
инструментов угол врезания ANGLE для
активного инструмента должен быть задан
неравным 0.. В противном случае ЧПУ выдаст
сообщение об ошибке
Альтернативно PREDEF
U
Подача чистовой обработки Q385: скорость
перемещения инструмента при чистовой
обработке боковых поверхностей и дна в мм/мин.
Диапазон ввода от 0 до 99999,999 или через
FAUTO, FU, FZ
Példa: NC-кадры
8 CYCL DEF 252 КРУГЛЫЙ КАРМАН
Q215=0
;ОБЪЕМ ОБРАБОТКИ
Q223=60 ;ДИАМЕТР ОКРУЖНОСТИ
Q368=0.2 ;ПРИПУСК СО СТОРОНЫ
Q207=500 ;ПОДАЧА ФРЕЗЕРОВАНИЯ
Q351=+1 ;ТИП ФРЕЗЕРОВАНИЯ
Q201=-20 ;ГЛУБИНА
Q202=5
;ГЛУБИНА ВРЕЗАНИЯ
Q369=0.1 ;ПРИПУСК ГЛУБИНА
Q206=150 ;ПОДАЧА ВРЕЗ. НА ГЛУБ.
Q338=5
;ВРЕЗАНИЕ ЧИСТ. ОБРАБ.
Q200=2
;БЕЗОПАСНОЕ РАССТОЯНИЕ
Q203=+0 ;КООРД. ПОВЕРХНОСТИ
Q204=50 ;2. БЕЗОП. РАССТОЯНИЕ
Q370=1
;ПЕРЕКРЫТИЕ ТРАЕКТОРИИ
Q366=1
;ВРЕЗАНИЕ
Q385=500 ;ПОДАЧА ЧИСТ.ОБР.
9 CYCL CALL POS X+50 Y+50 Z+0 FMAX M3
X
Z
Q200
Q20
Q20
Q36
Q36