Оращайте внимание при программировании, Параметры цикла, Сброс – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-05) Cycle programming
Страница 285
HEIDENHAIN iTNC 530
285
11
.9
ПЛОСКОС
Т
Ь
ОБР
А
БОТКИ
(
цик
л
19, DIN/ISO: G80,
ПО
-опция
1)
Оращайте внимание при программировании!
Параметры цикла
U
Ось и угол вращения?: задайте ось вращения с
соответствующим углом вращения;
запрограммируйте оси вращения A, B и C с
помощью программной клавиши Softkey.
Диапазон ввода от -360 000 до 360 000
Если ЧПУ позиционирует оси вращения автоматически, то можно
дополнительно ввести следующие параметры
U
Продольная подача? F=: скорость перемещения
оси вращения при автоматическом
позиционировании. Диапазон ввода от 0 до
99999,999
U
Безопасный интервал? (в приращениях): ЧПУ
позиционирует поворотную головку так, чтобы
положение с учетом удлинения инструмента на
величину безопасного интервала не изменилась
относительно заготовки. Диапазон ввода от 0 до
99999,9999
Сброс
Для сброса угла поворота следует заново определить цикл
ПЛОСКОСТЬ ОБРАБОТКИ и задать для всех осей вращеня
значение 0°. Затем еще раз определить цикл ПЛОСКОСТЬ
ОБРАБОТКИ и подтвердить вопрос диалоговом окне клавишей
NO ENT. Благодаря этому функция становится неактивной.
Функции поворота плоскости обработки подгоняются
фирмой-производителем к системе ЧПУ и станку. При
определенных поворотных головках (поворотных
столах) фирма-производитель станка определяет, как
ЧПУ будет интерретировать запрограммированные в
цикле углы: как координаты осей вращения или как
математические углы налонной плоскости. Следуйте
указаниям инструкции по обслуживанию станка.
В связи с тем что незапрограммированные значения
осей вращения всегда интерпретируются программой
как незменяемые значения, следует всегда
определять все три пространственных угла, даже если
величина одного или нескольких углов равна 0.
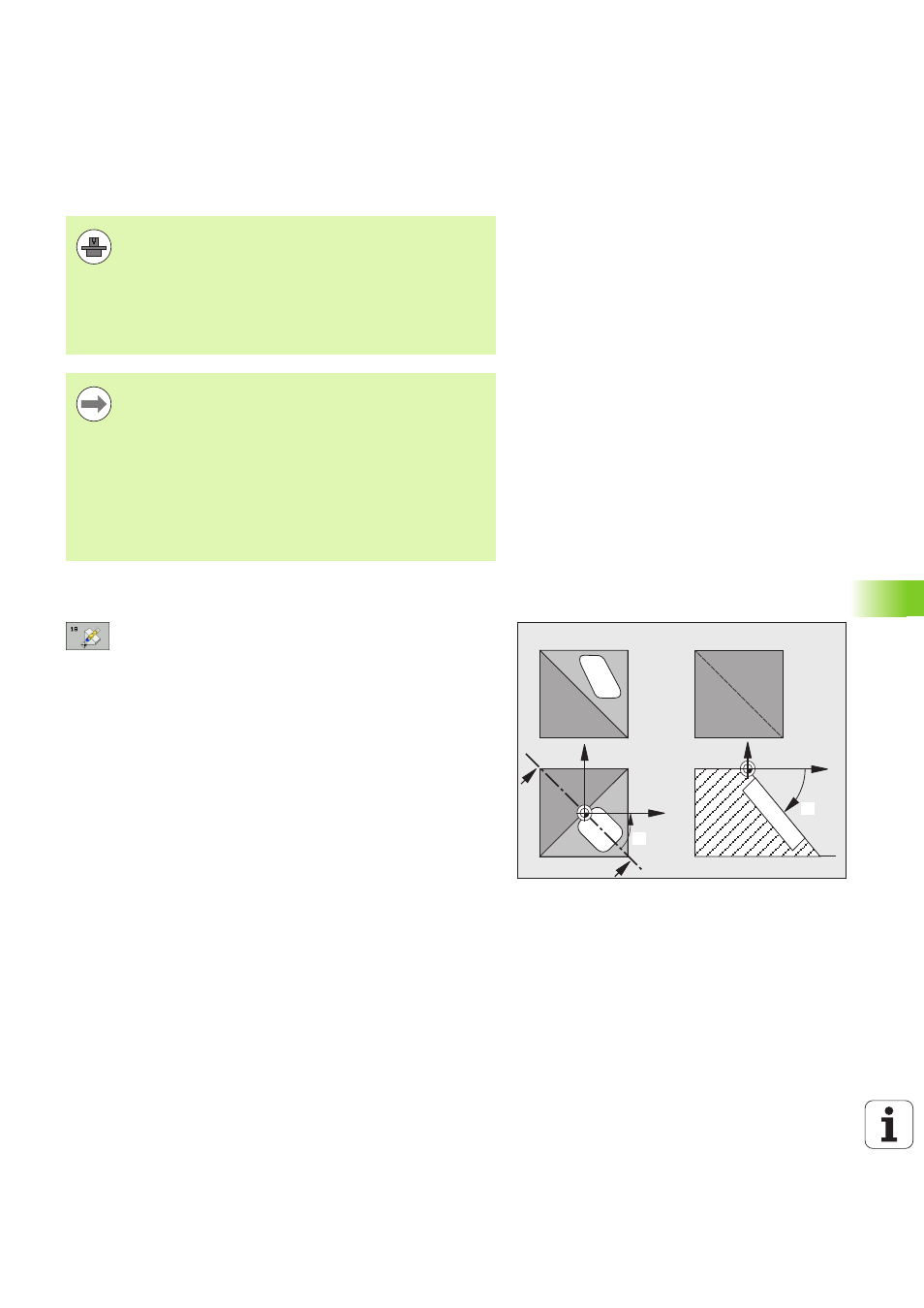
Поворот плоскости обработки всегда выполняется
относительно активной нулевой точки.
Если используется цикл 19 при активной M120, то ЧПУ
автоматически отменяет коррекцию по радиусу, а
также функию M120.
Z
S
S
S-S
X
B
Y
X
C