7 круглая цапфа (цикл 257, din/iso: g257), Ход цикла – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-05) Cycle programming
Страница 162
162
Циклы обработки: фрезерование карманов / цапф / канавок
5.7
КР
УГ
ЛАЯ
ЦА
ПФ
А
(
цик
л
257, DIN/ISO: G257)
5.7 КРУГЛАЯ ЦАПФА (цикл 257,
DIN/ISO: G257)
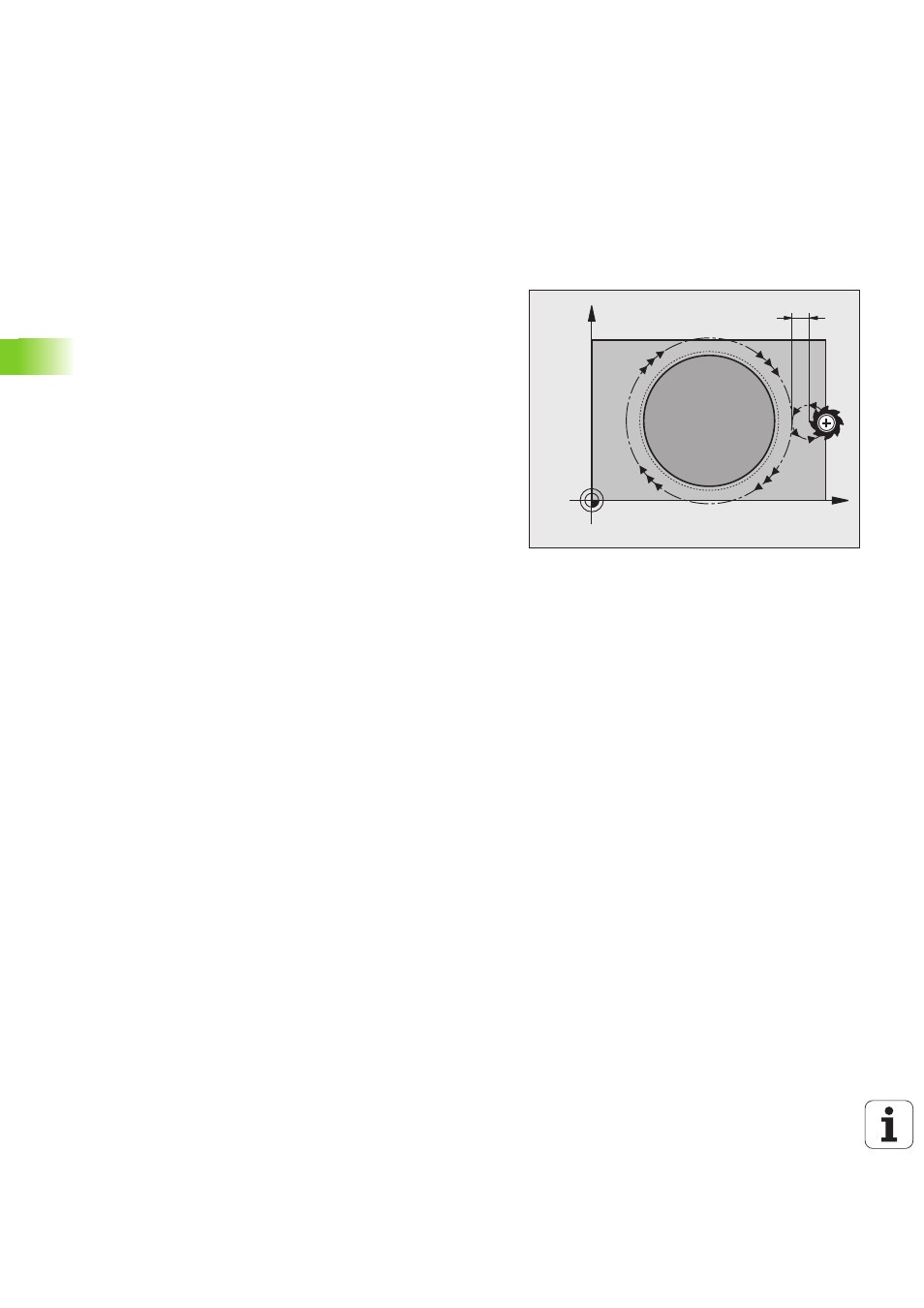
Ход цикла
С помощью цикла Круглая цапфа 257 можно полностью
обрабатать круглую цапфу. Если диаметр заготовки больше
мксимального врезания со стороны, ЧПУ выполняет несколько
врезаний со стороны вплоть до достижения размер готовой
детали.
1 Инструмент перемещается от начальной позиции цикла
(центр цапфы) в положительном направлении оси X в позицю
старта обработки. Позиция старта находится на рсстоянии 2
мм справа от заготовки
2 Если инструмент находится на 2-м безопасном расстоянии,
система ЧПУ производит перемещение на ускоренном ходу
FMAX на безопасное расстояние и оттуда со скоростью подачи
врезания перемещается на первую глубину врезния
3 Затем инструмент перемещается по касательной к контуру
цапфы, выполняя попутное фрезерование витка.
4 Если заданный размер цапфы нельзя достичь одним
проходом, ЧПУ возвращает инструмент на текущую глубину
врзания сбоку и фрезерует еще один виток. Система ЧПУ
учитывает при этом размер диаметра заготовки, размер
даметра готовой детали и допустимое врезание со стороны.
Эта операция повторяется до тех пор, пока не будет достигнут
заданный размер диаметра готовой детали
5 Потом инструмент перемещается назад по касательной от
контура к начальной точке обработки цапфы
6 Затем инструмент перемещается на следующую глубину
врезания и обрабатывает цапфу на этой глубине
7 Эта операция повторяется до тех пор, пока не будет
достигнута запрограммированная глубина
X
Y
2mm