Ход цикла – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-05) Cycle programming
Страница 224
224
Циклы обработки: боковая поверхность цилиндра
8.5
БОКОВ
А
Я
ПОВЕР
Х
НОС
Т
Ь
ЦИЛИНДР
А
фрез
еров
ание
внешнег
о
ко
н
тур
а
(
цик
л
39, DIN/ISO: G139,
ПО
-опция
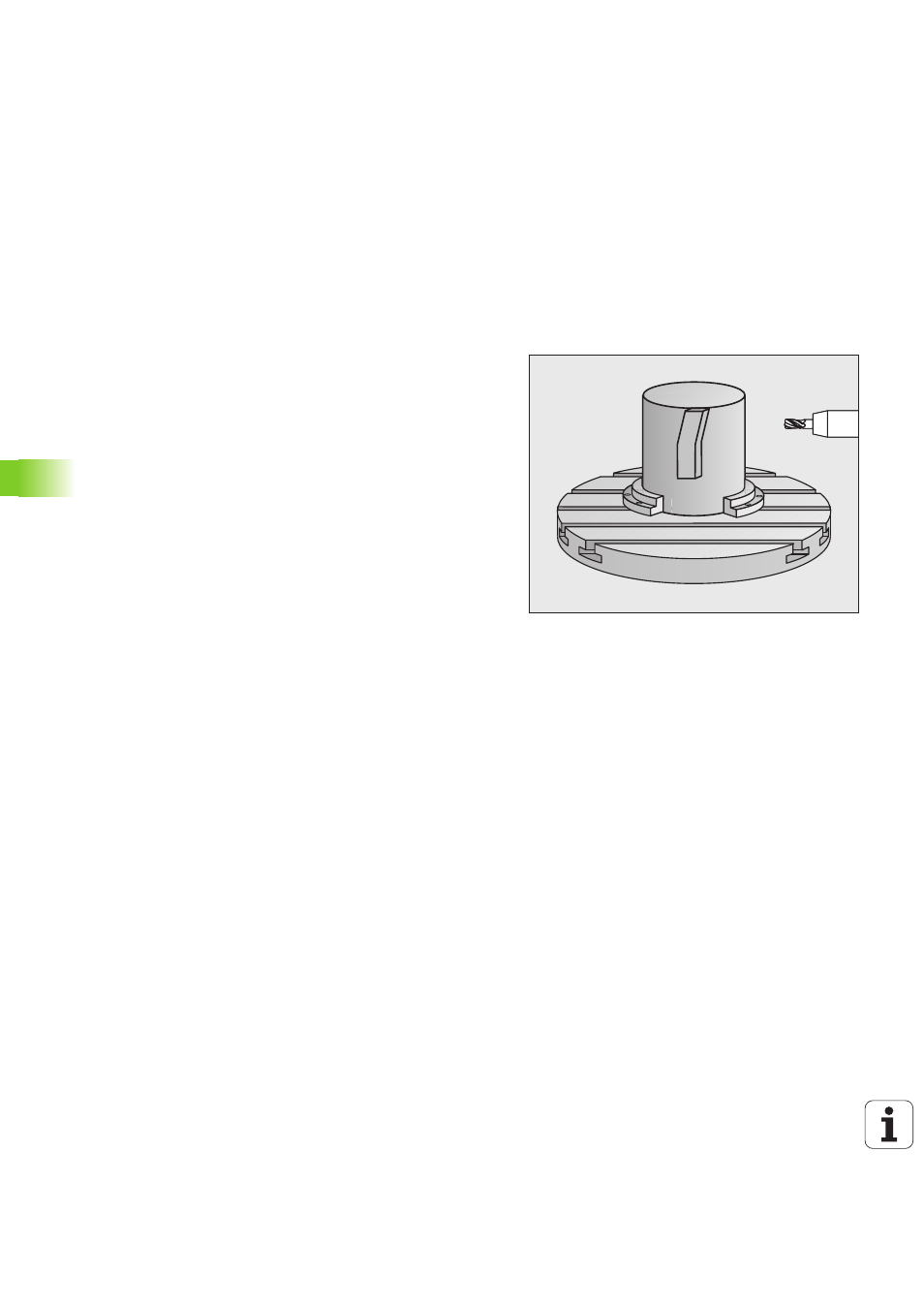
1) 8.5 БОКОВАЯ ПОВЕРХНОСТЬ
ЦИЛИНДРА фрезерование
внешнего контура (цикл 39,
DIN/ISO: G139, ПО-опция 1)
Ход цикла
С помощью этого цикла можно перенести контур, определенный
для образующей, на боковую поверхность цилиндр. Система ЧПУ
так устанавливает инструмент во время выполнения этого цикла,
что при активной поправке на рдиус стенки всегда находятся
параллельно по отношению друг к другу.
В отличие от циклов 28 и 29 в этом цикле в подпрограмме контура
определяется действительно изготавливаемый контур.
1 Система ЧПУ позиционирует инструмент над точкой старта
обработки. Система ЧПУ установливает точку старта со
смещением на диаметр инструмента раядом с первой точкой,
определенной в подпрограмме
2 После того, как система ЧПУ позиционирует инструмент на
первую глубину врезания, инструмент плавно перемеается по
дуге окружности к стенке цапфы с подачей фрезерования Q12
. При необходимости учитывается припуск на чистовую
обработку боковой поверхности
3 На первой глубине врезания инструмент выполняет
фрезерование с подачей Q12 вдоль контура до тех пор, пока
контур не будет изготовлен полностью
4 После чего инструмент возвращается в точку старта на
плоскости обработки по касательной к контуру
5 Шаги с 2 по 4 повторяются до тех пор, пока не будет достигнута
запрограммированная глубина фрезерования Q1
6 Затем инструмент возвращается по оси инструмента на
безопасную высоту или на запрограммированную в посленем
перед циклом позицию (зависит от параметра станка 7420)