5 основные положения по фрезерованию резьбы, Условия – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-05) Cycle programming
Страница 113
HEIDENHAIN iTNC 530
113
4.5
Основ
н
ые
по
л
о
ж
ения
по
фрез
еров
анию
резьбы
4.5 Основные положения по
фрезерованию резьбы
Условия
Станок должен быть оснащен системой внутреннего
охлаждения шпинделя (подача СОЖ мин. 30 бар, сжатый
воздух мин. 6 бар)
Так как при резьбофрезеровании, как правило, возникают
искажения профиля резьбы, требуется особая коррекция,
значения для которой можно найти в каталоге инструментов
или запросить у фирмы-изготовителя станка. Корекция
осуществляется в TOOL CALL при помощи значения дельта-
радиус DR
Циклы 262, 263, 264 и 267 применяются только с инструментами
правого вращения. Для цикла 265 можно использовать
инсрументы правого и левого вращения
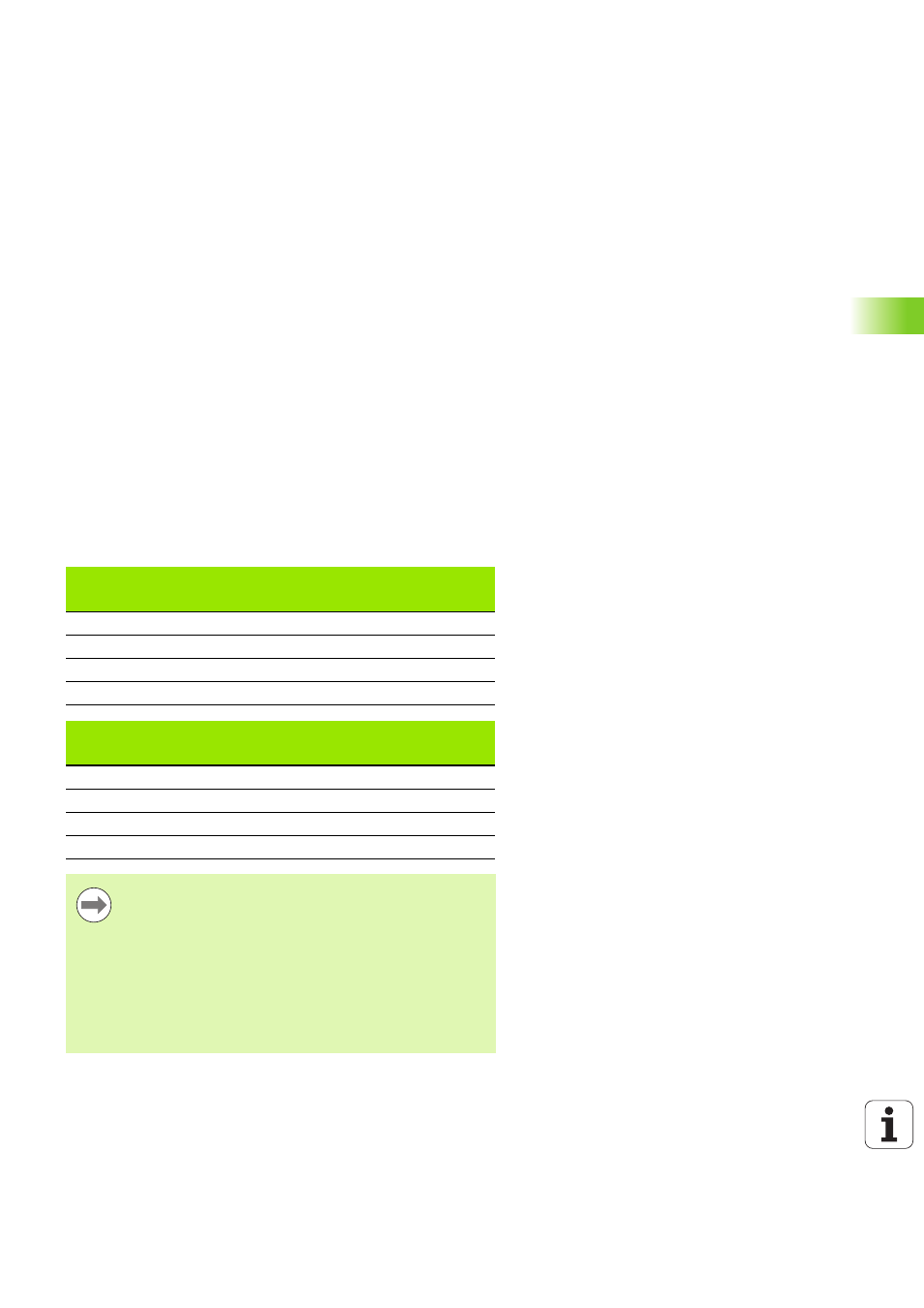
Направление обработки возникает из следующих параметров
ввода: знак числа шага резьбы Q239 (+ = правая резьба /– =
левая резьба) и вида фрезерования Q351 (+1 = попутное /–1 =
встречное). В следующей таблице видна связь между
параметрами ввода для инструментов правого вращения.
Внутренняя
резьба
Шаг
резьбы
Вид
фрезеров
ания
Направление
обработки
правая
+
+1(RL)
Z+
левая
–
–1(RR)
Z+
правая
+
–1(RR)
Z–
левая
–
+1(RL)
Z–
Внешняя
резьба
Шаг
резьбы
Вид
фрезеров
ания
Направление
обработки
правая
+
+1(RL)
Z–
левая
–
–1(RR)
Z–
правая
+
–1(RR)
Z+
левая
–
+1(RL)
Z+
Для ЧПУ при резьбофрезеровании точкой отсчета
запрограммированной подачи служит режущая кромка
инструмета. Но так как система ЧПУ отображает
подачу в привязке к траектории центра инструмента,
отображаемое значение не совпадает с
запрограммированным.
Направление резьбы изменяется, если цикл
фрезерования резьбы вместе с циклом 8
ЗЕРКАЛЬНОЕ ОТОБРАЖЕНИЕ выплняется только на
одной оси.