2 базовая плоскость (цикл 0, din/iso: g55), Ход цикла, Учитывайте при программировании – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-05) Cycle programming
Страница 396: Параметры цикла
396
Циклы измерительных щупов: автоматический контроль детали
16.2
БА
З
О
В
А
Я
ПЛОСКОС
Т
Ь
(
цик
л
0, DIN/ISO: G55)
16.2 БАЗОВАЯ ПЛОСКОСТЬ
(цикл 0, DIN/ISO: G55)
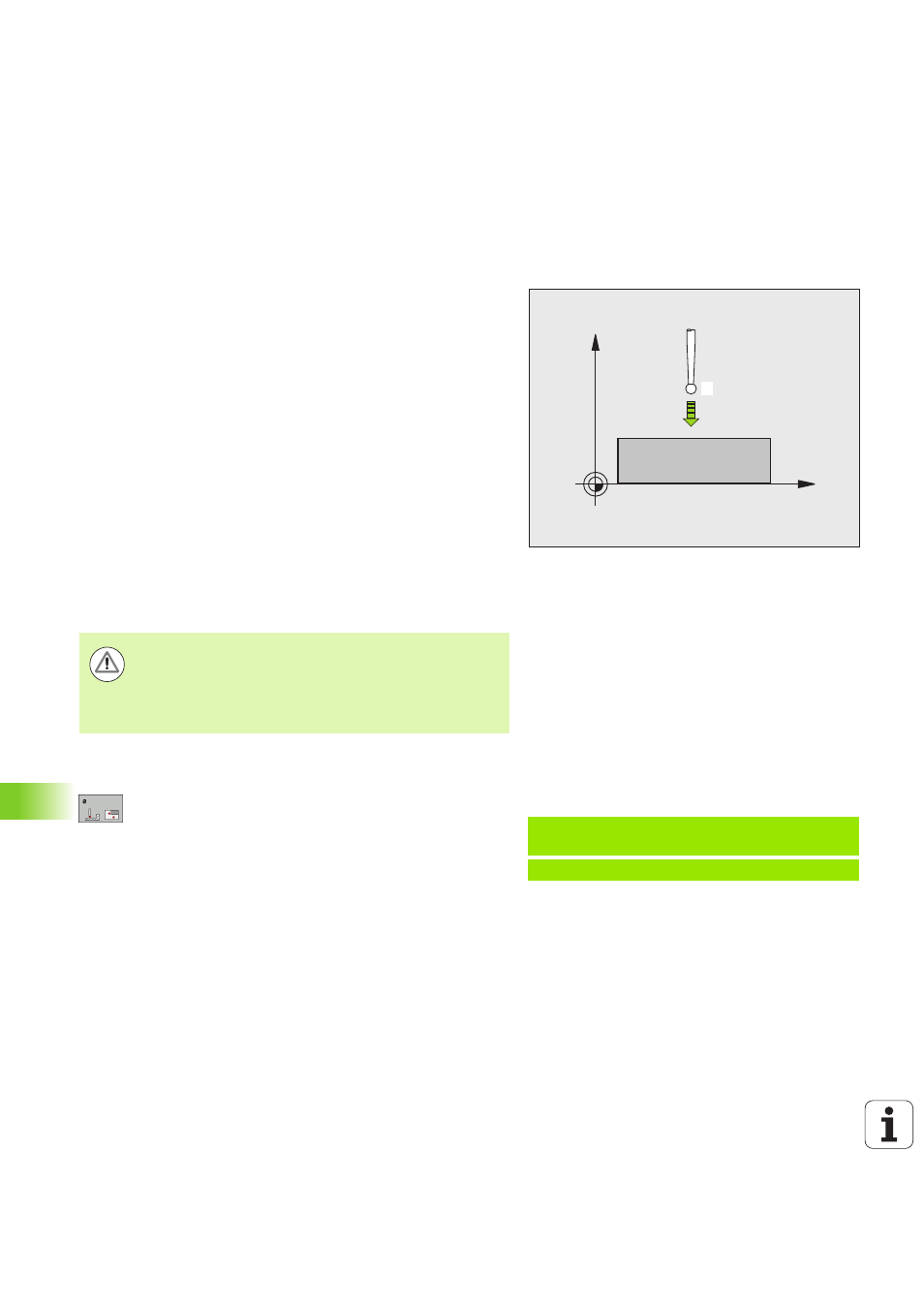
Ход цикла
1 Щуп 3D-перемещением подается на ускоренной подаче
(значение из MP6150 или MP6361) в запрограммированное в
цикле исходное положение
1
.
2 Затем щуп проводит измерение с измерительной подачей
(MP6120 или MP6360). Направление измерения задается в
цикле.
3 После того как ЧПУ определит положение, щуп возвращается
в исходную точку операции измерения и сохраняет
измеренную координату в параметре Q. Дополнительно ЧПУ
сохраняет координаты положения, в котором находится
измерительный щуп в момент выдачи сигнала переключения,
в параметрах от Q115 до Q119. Для значений в этих парамтрах
система ЧПУ не учитывает длину и радиус щупа.
Учитывайте при программировании!
Параметры цикла
U
Номер параметра для результата: введите номер
Q-параметра, которому присваивается значение
координаты. Диапазон ввода от 0 до 1999
U
Ось измерения/направление измерения: введите
ось измерения с помощью клавиши выбора оси
или с клавиатуры ASCII, а также введите знак для
направлеия измерения. Потвердите с помощью
клавиши ENT. Диапазон ввода всех осей ЧПУ
U
Заданное значение положения: ввести все
координаты для предварительного
позиционирования измерительного щупа с
помощью клавиш выбора оси или через
клавиатуру ASCII. Диапазон ввода от -99999,9999
до 99999,9999
U
Завершение ввода: нажмите клавишу ENT.
X
Z
1
Осторожно, опасность столкновения!
Предварительно позиционировать измерительный
щуп таким образом, чтобы при подводе в
запрограммированное исходное положение избежать
столкновения.
Példa: NC-кадры
67 TCH PROBE 0.0 БАЗОВАЯ ПЛОСКОСТЬ Q5
X-
68 TCH PROBE 0.1 X+5 Y+0 Z-5