4 линейчатая поверхность (цикл 231, din/iso: g231), Ход цикла – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-05) Cycle programming
Страница 251
HEIDENHAIN iTNC 530
251
10.4
ЛИНЕЙЧА
ТАЯ
ПОВЕР
Х
НОС
Т
Ь
(
цик
л
231, DIN/ISO: G231)
10.4 ЛИНЕЙЧАТАЯ ПОВЕРХНОСТЬ
(цикл 231, DIN/ISO: G231)
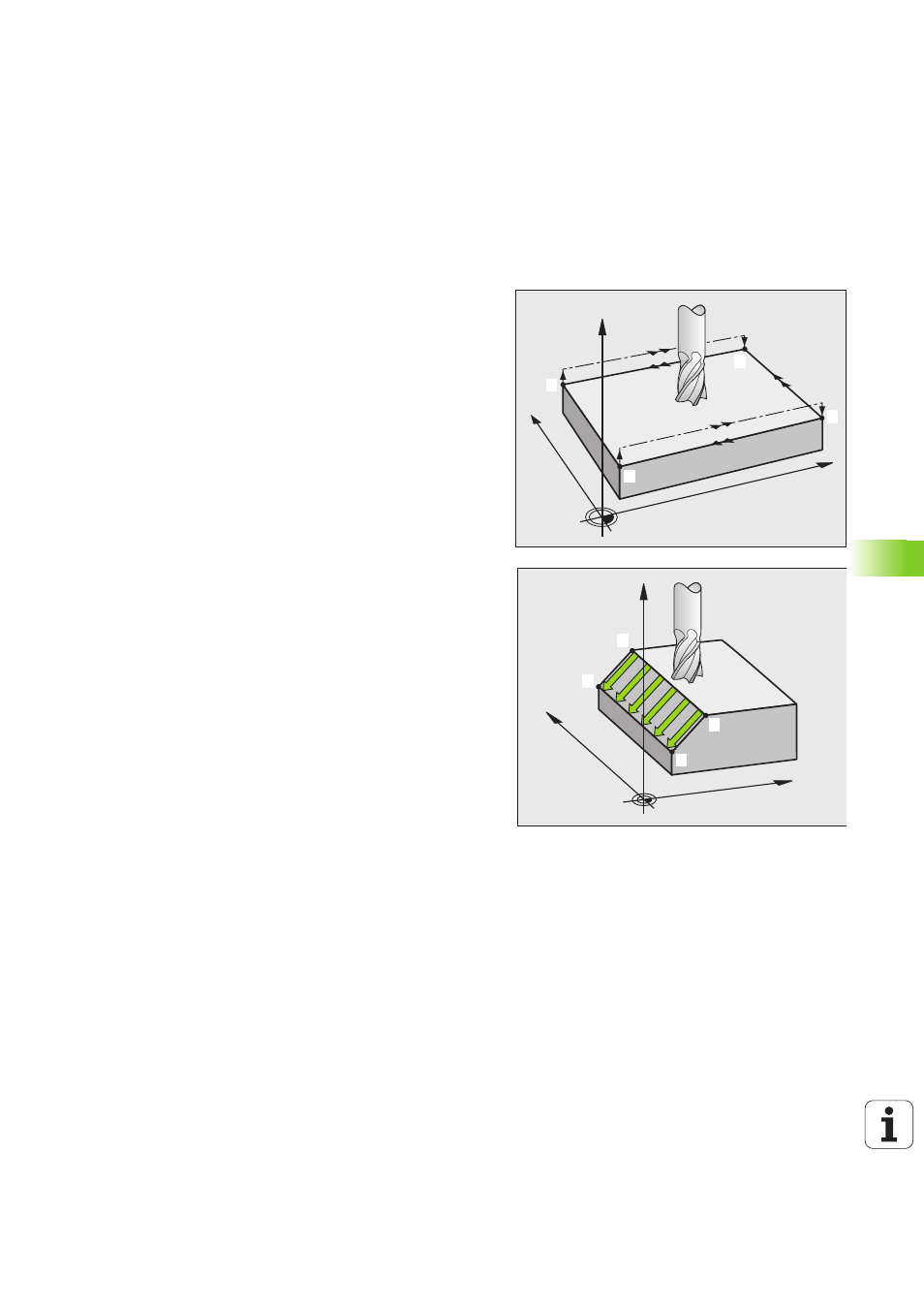
Ход цикла
1 ЧПУ позиционирует инструмент при помощи трехмерного
прямого перемещения из текущей позиции в исходную току
1
2 Затем инструмент перемещается с запрограммированной
подачей Фрезерование в конечную точку
2
3 В этой точке ЧПУ на ускоренном ходуFMAX перемещает
инструмент на величину диаметра инструмента в
положительном направлении по оси шпинделя и затем
возвращает его в исходную точку
1
4 В исходной точке
1
ЧПУ снова перемещает инструмент на то
значение Z, на которое он был перемещен в последний раз
5 Затем ЧПУ смещает инструмент по всем трем осям от точки
1
по направлению к точке
4
на следующую строку
6 Затем ЧПУ перемещает инструмент в конечную точку этой
строки. Конечную точку ЧПУ рассчитывает из точки
2
и
смещения в направлении точки
3
7 Строчечное фрезерование повторяется до тех пор, пока
заданная поверхность не будет полностью обработана
8 В заключение ЧПУ позиционирует инструмент над самой
удаленной от контура точкой (из заданных) по оси шпиндля на
значение диаметра инструмента
X
Y
Z
1
2
3
4
X
Y
Z
1
2
3
4