3 строчное фрезерование (цикл 230, din/iso: g230), Ход цикла, Обращайте внимание при программировании – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-05) Cycle programming
Страница 249: Ход цикла обращайте внимание при программировании
HEIDENHAIN iTNC 530
249
10.3
С
Т
Р
ОЧНОЕ
ФРЕЗЕР
ОВ
АНИЕ
(
цик
л
230, DIN/ISO: G230)
10.3 СТРОЧНОЕ ФРЕЗЕРОВАНИЕ
(цикл 230, DIN/ISO: G230)
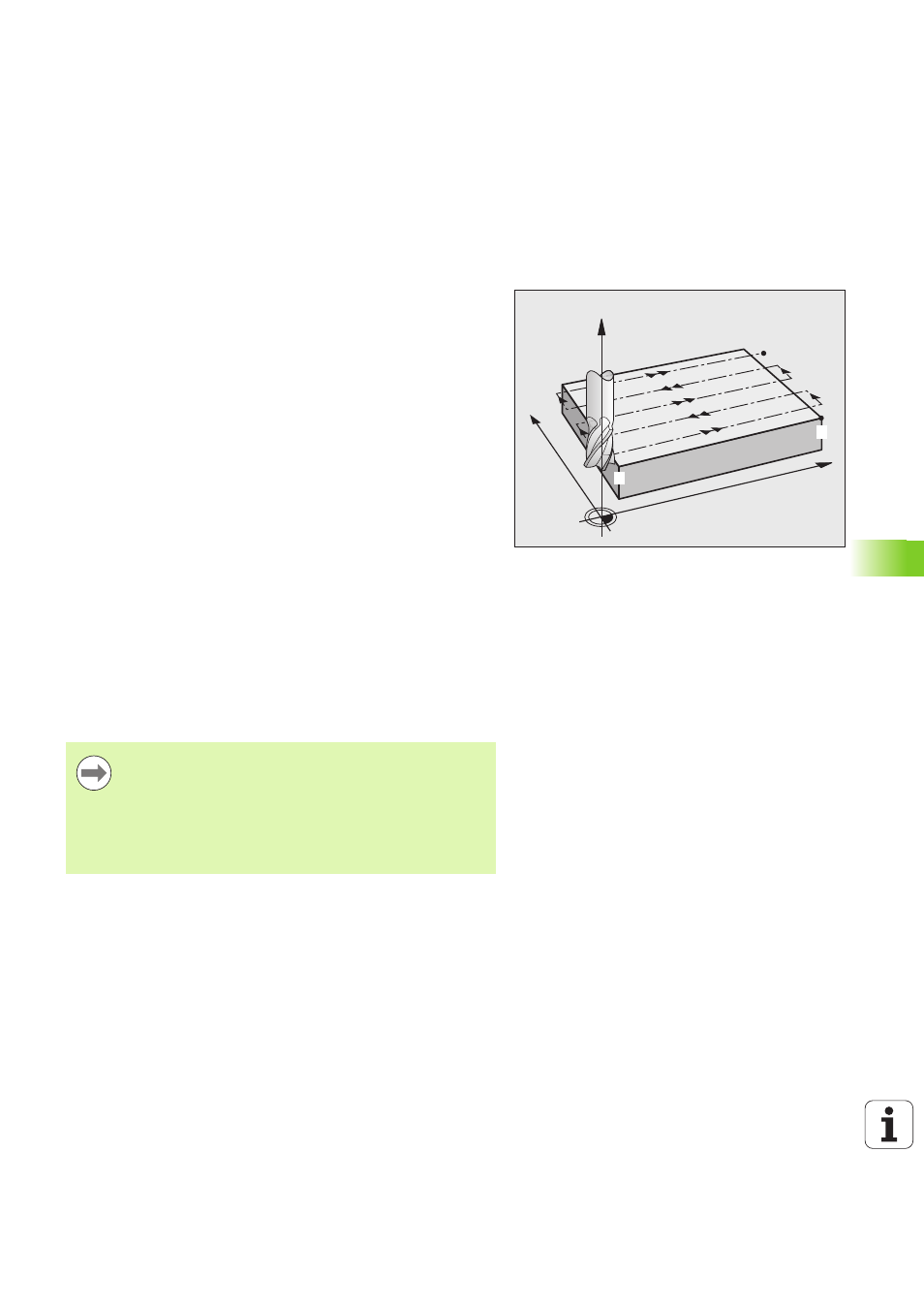
Ход цикла
1 ЧПУ позиционирует инструмент на ускоренном ходу FMAX из
текущего положения в плоскости обработки в исходную точку
1
; при этом ЧПУ смещает инструмент влево и вверх на
величину радиуса инструмента
2 После этого инструмент перемещается сFMAX по оси
шпинделя до безопасного интервала и затем в подаче
Врезание в запрограммированное исходное положеие по оси
шпинделя
3 Затем инструмент с запрограммированной подачей
фрезерования перемещается в конечную точку
2
; ЧПУ
рассчитывает конечную точку, исходя из
запрограммированной исходной точки , запрограммированной
длиы и радиуса инструмента
4 ЧПУ смещает инструмент в подаче Фрезерование в исходную
точку следующей строки; ЧПУ рассчитывает смещение по
запрограммированной ширине и количеству проходов
5 Затем инструмент возвращается в отрицательном
направлении 1-й оси
6 Строчечное фрезерование повторяется до тех пор, пока
заданная поверхность не будет полностью обработана.
7 В завершение ЧПУ возвращает инструмент с FMAX на
безопасный интервал
Обращайте внимание при
программировании!
X
Y
Z
1
2
Система ЧПУ позиционирует инструмент с текущего
положения сначала в плоскости обработки, а затем по
оси шинделя в исходную точку .
Следует выполнить предварительное
позиционирование инструмента таким образом, чтобы
исключить возможноть столкновения с заготовкой или
зажимным приспособлением.