5 допуск (цикл 32, din/iso: g62), Функция цикла – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-05) Cycle programming
Страница 301
HEIDENHAIN iTNC 530
301
12.5
ДО
ПУС
К
(
цик
л
32, DIN/ISO: G62)
12.5 ДОПУСК (цикл 32, DIN/ISO: G62)
Функция цикла
Путем ввода данных в цикле 32 можно повлиять на результат
HSC-обработки, а именно: на точность, качество поверности и
скорость, если ЧПУ было адаптировано под характеристики
данного станка.
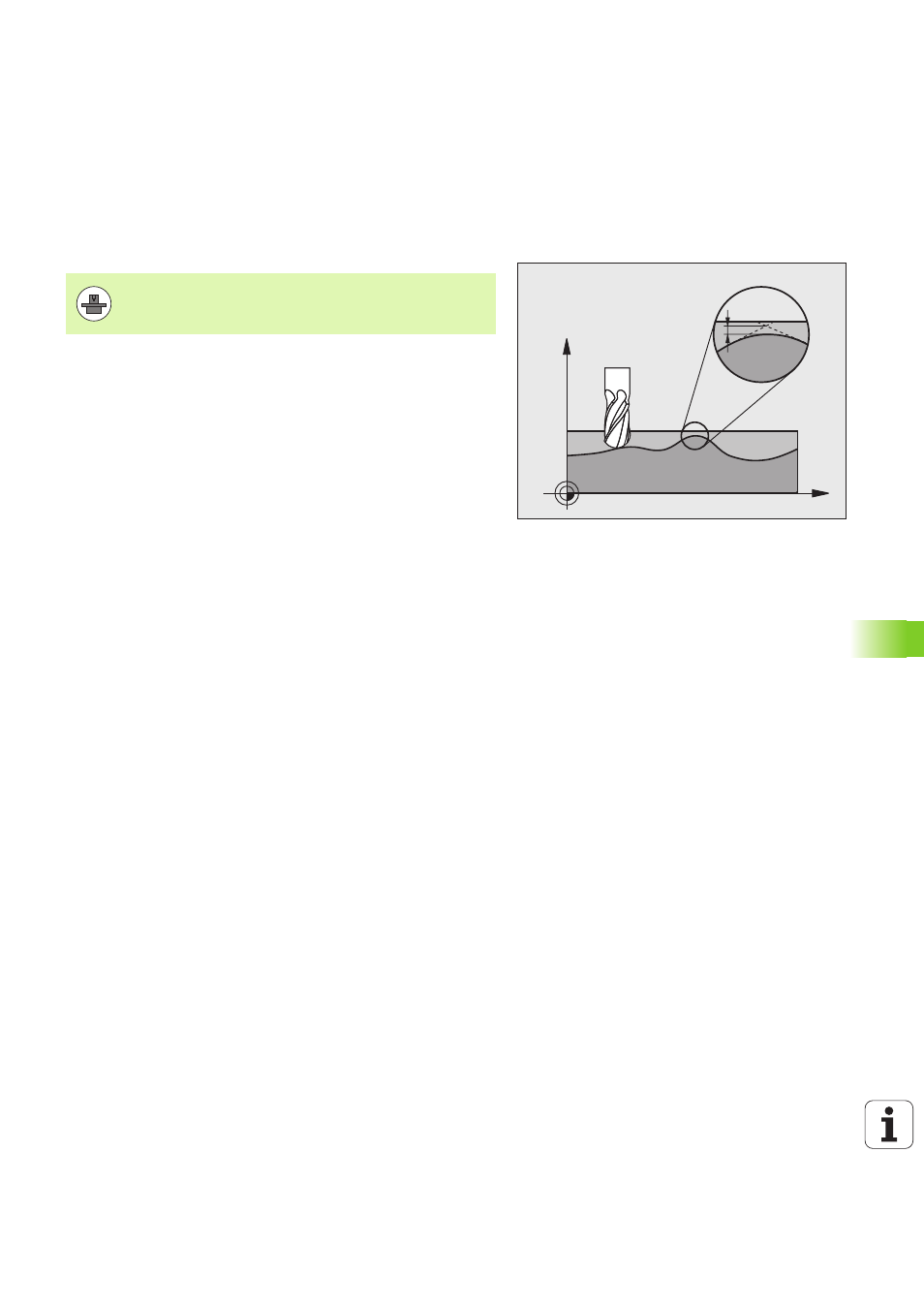
ЧПУ автоматически сглаживает контур между любыми
(откорректированными или неоткорректированными) элеменами
контура. Таким образом, инструмент непрерывно перемещается
по поверхности детали, не нанося вредя мехнике станка. Допуск,
определенный в цикле, действует дополнительно также при
перемещениях по дугам окружнсти.
При необходимости ЧПУ автоматически ограничивает
запрограммированную подачу таким образом, что программ
всегда отрабатывается «без рывков» с максимальной скоростью.
Даже если ЧПУ не уменьшает скорость перемещения,
заданный допуск всегда соблюдается. Чем больший допуск Вы
задаете, тем быстрее ЧПУ может производить перемещения.
Отклонение возникает при сглаживании контура. Величина
данного контурногоотклонения (значение допуска) определяется в
параметре станка производителем станка. С помощью цикла 32
можно изменить предварительно установленное значение
допуска и выбрать разные настройки фильтра, при условии, что
производитель станка предусмотрел возможность такой
настройки.
X
Z
T
Станок и ЧПУ должны быть подготовлены фирмой-
производителем.