7 чистовая обработка дна (цикл 23, din/iso: g123), Ход цикла, Учитывайте при программировании – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-05) Cycle programming
Страница 196: Параметры цикла
196
Циклы обработки: описание контура
7.7
ЧИС
Т
ОВ
АЯ
ОБР
А
БОТКА
ДНА
(
цик
л
23, DIN/ISO: G123)
7.7 ЧИСТОВАЯ ОБРАБОТКА ДНА
(цикл 23, DIN/ISO: G123)
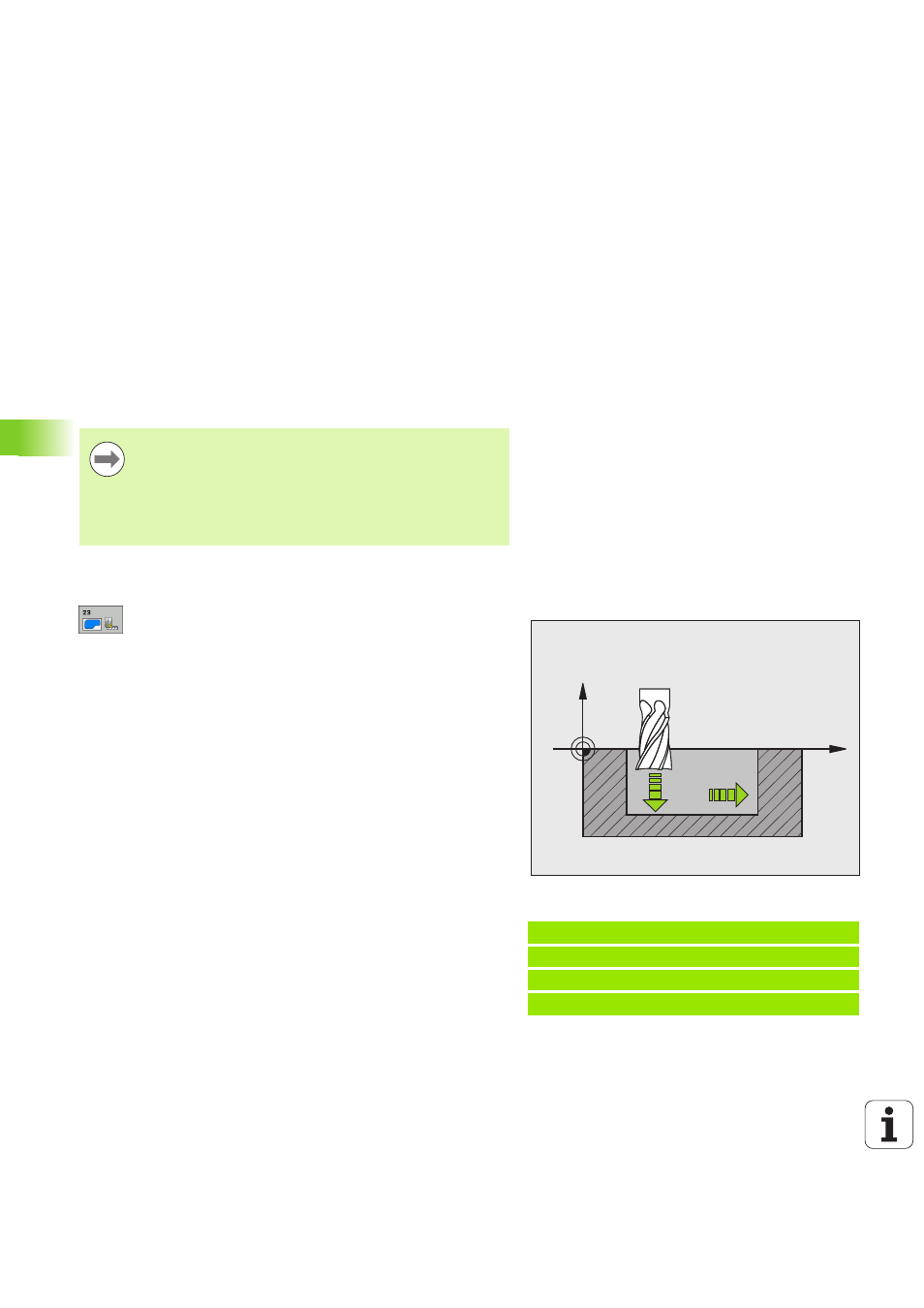
Ход цикла
Система ЧПУ плавно перемещает инструмент к обрабатываемой
поверхности, если там достаточно места. Если каман слишком
узкий, то система ЧПУ перемещает инструмент на глубину
перпендикулярно. Затем фрезеруется оставшийся после очистки
припуск на чистовую обработку.
Учитывайте при программировании!
Параметры цикла
U
Подача на врезание Q11: скорость перемещения
инструмента при врезании. Диапазон ввода от 0
до 99999,9999 или через FAUTO, FU, FZ
U
Подача чистовой обработки Q12: подача
фрезерования. Диапазон ввода от 0 до
99999,9999 или через FAUTO, FU, FZ
U
Подача обратного хода Q208: скорость
перемещения инструмента при выходе из
отверстия в мм/мин. Если введено значение
Q208=0, ЧПУ отводит инструмент из отверстия со
скоростью подачи, заданной параметром Q12.
Диапазон ввода от 0 до 99999,9999 или черз
FMAX FAUTO, PREDEF
Система ЧПУ самостоятельно устанавливает
стартовую точку чистовой обработки. Точка старта
зависит от вметимости кармана.
Радиус подвода для позиционирования на конечной
глубине задан жестко и не зависит от угла погружения
инстумента.
Példa: NC-кадры
60 CYCL DEF 23 ЧИСТОВАЯ ОБР. ДНА
Q11=100 ;ПОДАЧА ВРЕЗАНИЯ
Q12=350 ;ПОДАЧА ФРЕЗЕРОВАНИЯ
Q208=99999 ;ПОДАЧА ОБР. ХОДА
X
Z
Q11
Q12