Учитывайте при программировании – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-05) Cycle programming
Страница 363
Advertising
HEIDENHAIN iTNC 530
363
15.8
БА
З
О
В
А
Я
Т
ОЧКА
НАР
УЖНЫЙ
УГ
О
Л
(
цик
л
414, DIN/ISO: G414)
Учитывайте при программировании!
X
Y
X
Y
X
Y
X
Y
A
B
C
D
1
2
3
2
1
3
1
2
3
2
1
3
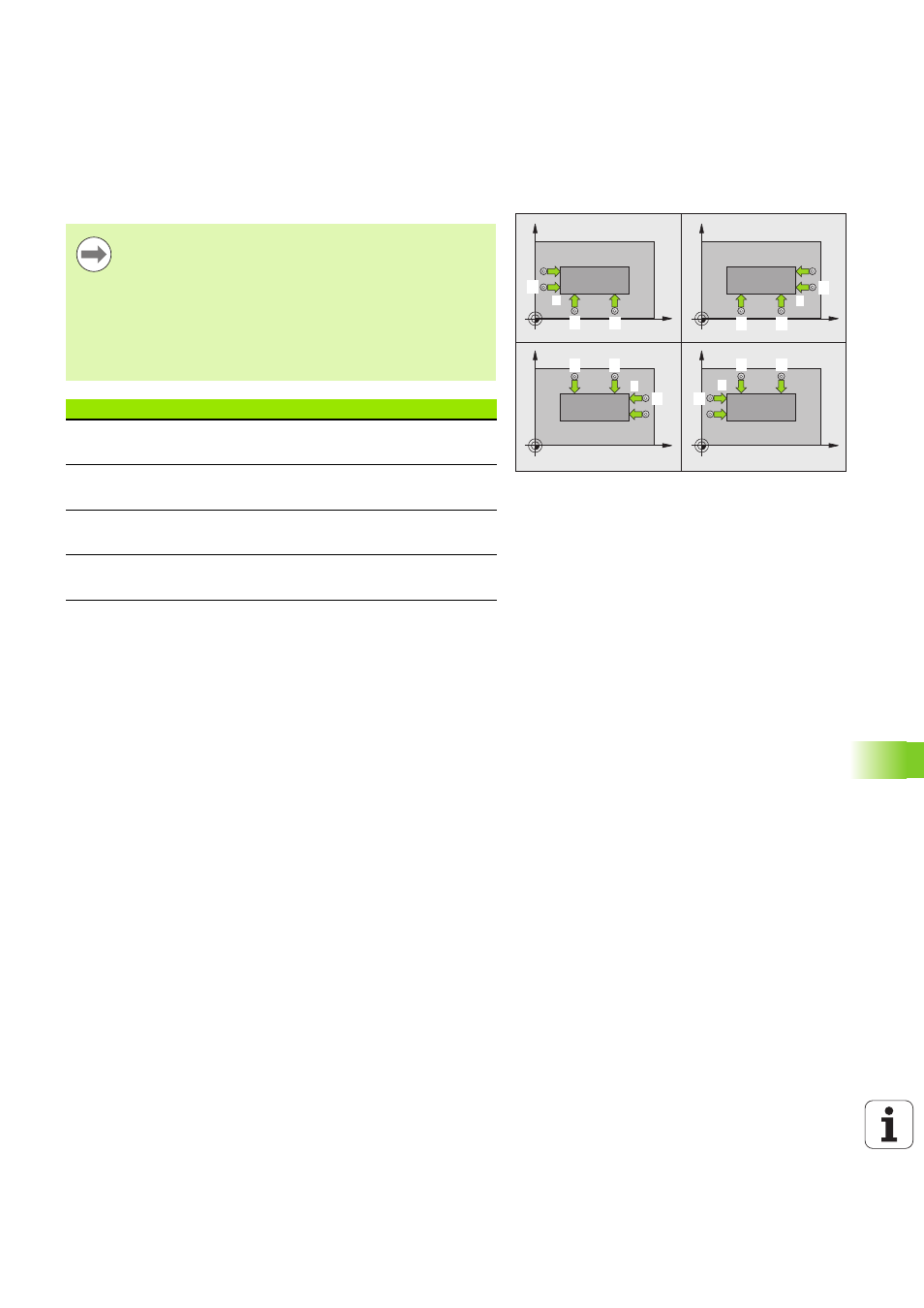
Перед определением цикла должен быть
запрограммирован вызов инструмента для
определения оси измерительнго щупа.
ЧПУ измеряет первую прямую всегда в направлении
вспомогательной оси плоскости обработки.
Используя положения точек измерения
1
и
3
задайте
угол, под которым ЧПУ задает базовую точку (см.
правый средний рисунок и следующую таблицу).
Угол
Координата X
Координата Y
A
Точки
1
больше чем
точки
3
Точки
1
меньше чем
точки
3
B
Точки
1
меньше чем
точки
3
Точки
1
меньше чем
точки
3
C
Точки
1
меньше чем
точки
3
Точки
1
больше чем
точки
3
D
Точки
1
больше чем
точки
3
Точки
1
больше чем
точки
3
Advertising