Ход цикла – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-05) Cycle programming
Страница 255
HEIDENHAIN iTNC 530
255
10.5
ФРЕЗЕР
ОВ
АНИЕ
ПЛОСКОС
Т
ЕЙ
(
цик
л
232, DIN/ISO: G232)
10.5 ФРЕЗЕРОВАНИЕ
ПЛОСКОСТЕЙ (цикл 232,
DIN/ISO: G232)
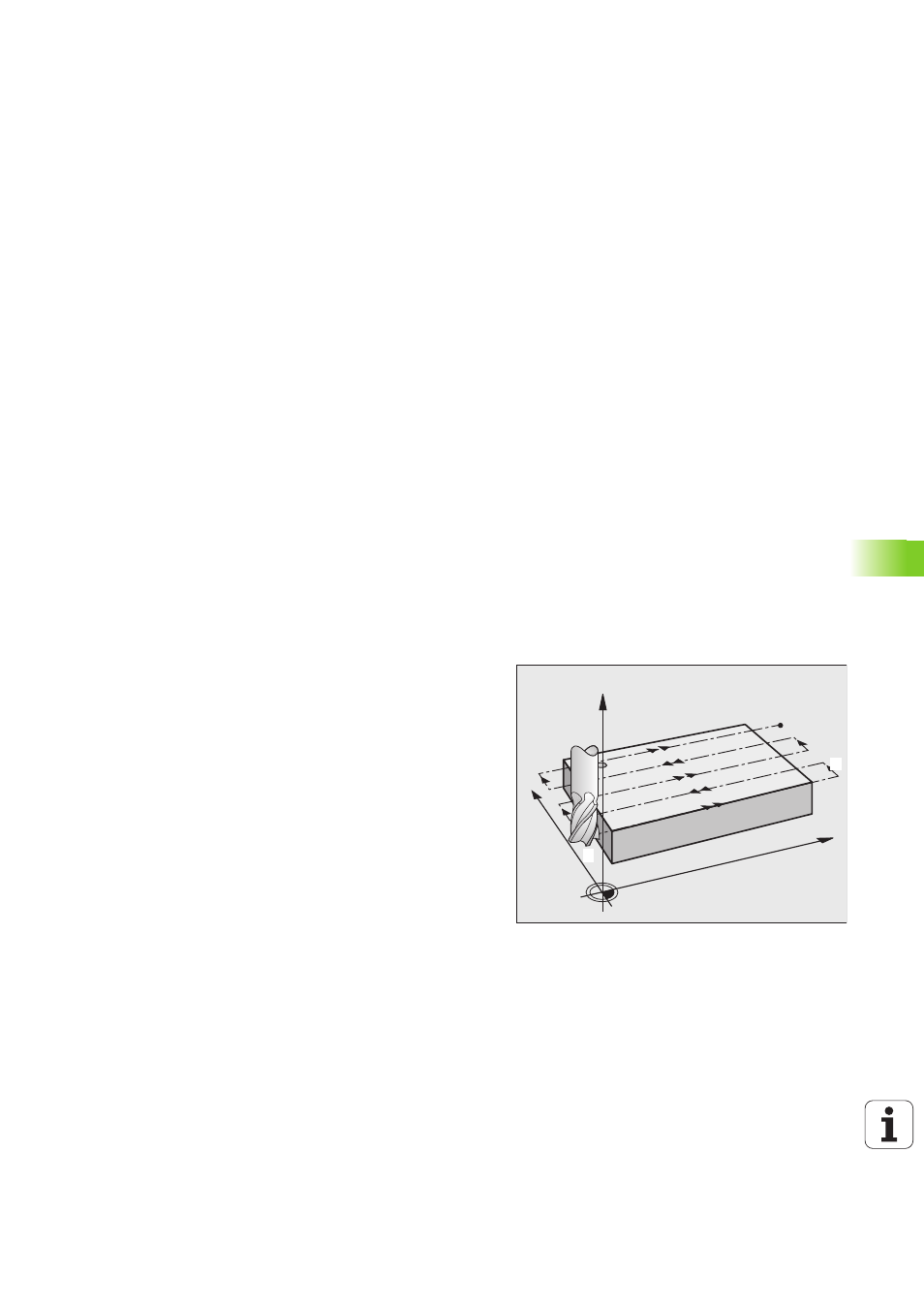
Ход цикла
С помощью цикла 232 можно выполнить плоское фрезерование
ровной поверхности в несколько врезаний и с учетом припуска на
чистовую обработку. При этом возможны три стратегии
обработки:
Стратегия Q389=0: обработка в форме меандра, боковая
поперечная подача вне обрабатываемой поверхности
Стратегия Q389=1: обработка в форме меандра, боковая
поперечная подача в пределах обрабатываемой поверхности
Стратегия Q389=2: построчечная обработка, возврат и боковая
поперечное врезание в подаче Позиционирование
1 ЧПУ ускоренным ходом FMAX перемещает инструмент по
алгоритму позиционирования из текущего положения в
исходную точку
1
: если теукущее положение по оси шпинделя
больше, чем 2-й безопасный интервал, то ЧПУ сначала
перемещает инструмент в плоскости обработки, а затем – по
оси шпинделя, в остальном перемещение производится
сначала на 2-й безопасный интервал, а затем в плоскости
обработки. Исходная точка в плоскости обработки смещена на
величину радиуса инструмента и на боковой безопасный
интервал в сторону заготовки
2 Затем инструмент перемещается подачей Позиционирование
по оси шпинделя на рассчитанную ЧПУ первую глубиу
врезания
Стратегия Q389=0
3 После этого инструмент перемещается в конечную точку
2
с
запрограммированной подачей Фрезерование . Конечная точ-
ка находится за пределами поверхности, ЧПУ рассчитывает
ее, исходя из координат запрограммированной начальной точ-
ки , значения запрограммированной длины, запрограммиро-
ванного бокового безопасного интервала и радиуса инстру-
мента
4 ЧПУ смещает инструмент с подачей Предварительное
позиционирование поперек в исходную точку следующей
строки; ЧПУ рассчитывает смещение, исходя из значения
запрограммированной ширины, радиуса инструмента и
максмального коэффициента перекрытия траекторий
5 Затем инструмент снова перемещается назад в направлении
исходной точки
1
6 Процесс повторяется до тех пор, пока заданная поверхность
не будет обработана полностью. В конце последнего прохода
осуществляется врезание до следующей глубины обработки
7 Чтобы избежать холостых ходов поверхность затем
обрабатывается в обратной последовательности.
8 Процесс повторяется до тех пор, пока не будут выполнены все
врезания. При последнем врезании фрезеруется тлько
заданный чистовой припуск в подаче Чистовая обработка
9 В заключении ЧПУ перемещает инструмент назад со
скоростью FMAX на 2-й безопасный интервал
X
Y
Z
1
2