Ход цикла, Учитывайте при программировании, Смотри „базовый – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-05) Cycle programming
Страница 322: Странице 322), Ход цикла учитывайте при программировании
322
Циклы измерительных щупов: автоматическое определение наклона детали
14.4
БА
З
О
В
Ы
Й
ПОВ
О
Р
О
Т
через
дв
е
ца
п
ф
ы
(
цик
л
402, DIN/ISO: G402)
14.4 БАЗОВЫЙ ПОВОРОТ через
две цапфы (цикл 402,
DIN/ISO: G402)
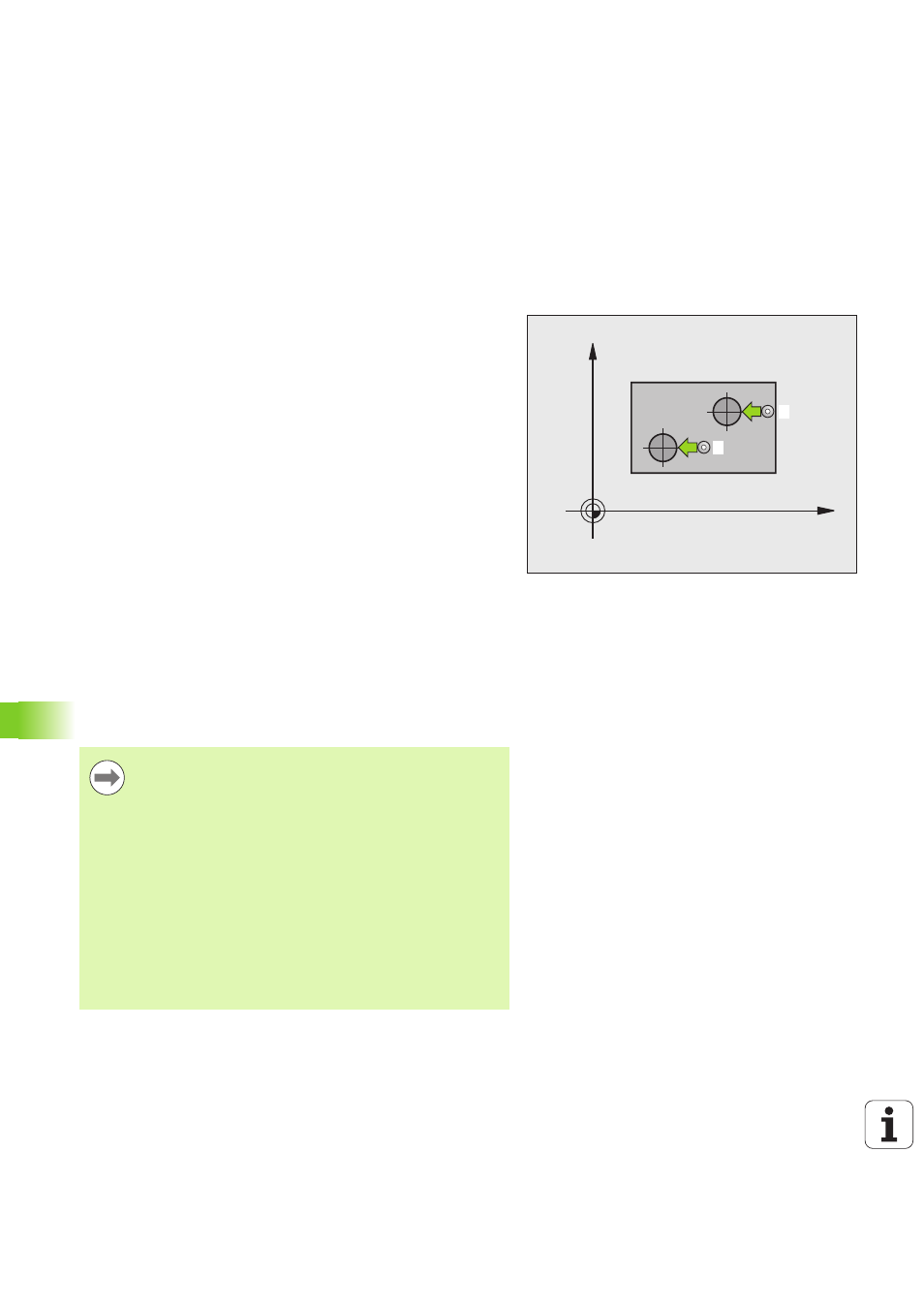
Ход цикла
Цикл измерительного щупа 402 определяет центры двух цапф.
Затем система ЧПУ рассчитывает угол между главной осью
плоскости обработки и прямой, соединяющей центры цапф. С
помощью функции базового поворота ЧПУ компесирует
вычисленное значение. На выбор можно компенсировать
определенный наклон путем поворота круглого стола.
1 ЧПУ позиционирует щуп на ускоренной подаче (значение из
MP6150 или MP6361) по алгоритму позиционирования (смотри
„Отработка циклов измерительного щупа” на странице 312) к
точке измерения
1
первой цапфы
2 Затем измерительный щуп перемещается на заданнуювысоту
измерения 1 и путем четырех замеров определяет центр
первой цапфы. Между смещенными на 90° точками замера
измерительный щуп перемещается по дуге окружности.
3 Затем измерительный щуп возвращается на безопасную
высоту и позиционируется в точке измерения
5
второй цапфы
4 ЧПУ перемещает измерительный щуп на заданную высоту
измерения 2 и путем четырех замеров определяет центр
второй цапфы
5 Система ЧПУ позиционирует щуп обратно на безопасную
высоту и осуществляет базовый поворот на измеренную
величину.
Учитывайте при программировании!
X
Y
1
5
Перед определением цикла должен быть
запрограммирован вызов инструмента для
определения оси измерительнго щупа.
Система ЧПУ отменяет активный базовый поворот в
начале цикла.
Этот цикл измерительного щупа не разрешен при
активной функции "Наклонить плоскость обработки".
Если необходимо компенсировать наклон путем
поворота круглого стола ЧПУ автоматически
использует следуюие оси вращения:
C для оси инструмента Z
B для оси инструмента Y
A для оси инструмента X