Учитывайте при программировании, Параметры цикла, Учитывайте при программировании! параметры цикла – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-05) Cycle programming
Страница 355
HEIDENHAIN iTNC 530
355
15.6
БА
З
О
В
А
Я
ТО
Ч
К
А
ВНУТРЕННЯЯ
ОКР
У
ЖНОС
ТЬ
(
цик
л
412, DIN/ISO:
G412)
Учитывайте при программировании!
Параметры цикла
U
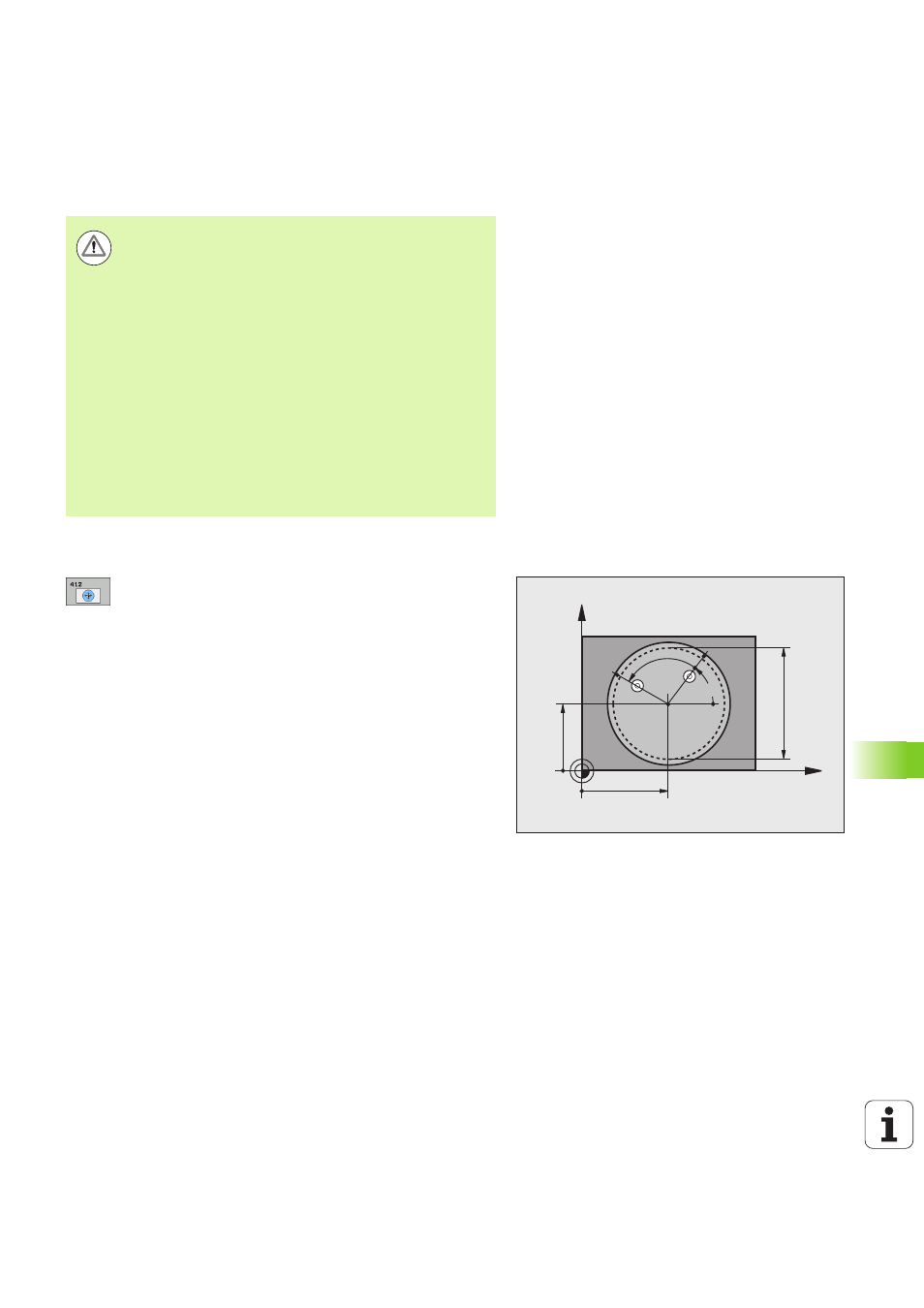
Центр по 1-ой оси Q321 (абсолютно): центр
кармана по главной оси плоскости обработки.
Диапазон ввода от -99999,9999 до 99999,9999
U
Центр по 2-ой оси Q322 (абсолютно): центр
кармана по вспомогательной оси плоскости
обработки. При программировании Q322 = 0 ЧПУ
выравнивает центр отверстия по положительной
оси Y; при программировании Q322 не равным 0
ЧПУ ориентирует центр отверстия на заданную
позицию. Диапазон ввода от -99999,9999 до
99999,9999
U
Заданный диаметр Q262: приблизительный
диаметр круглого кармана (отверстия). Ввести
сначала слишком большое значение. Диапазн
ввода от 0 до 99999,9999
U
Начальный угол Q325 (абсолютно): угол между
главной осью плоскости обработки и первой
точкой измерения. Диапазон ввода от -360,0000
до 360,0000
U
Угловой шаг Q247 (в приращениях): угол между
двумя точками измерения, знак перед угловым
шагом задает направление вращеня (- = по
часовой стрелке), в котором измерительный щуп
перемещается к следующей точке измерения. При
необхоимости измерить дугу окружности
программируйте угловой шаг менее 90°. Диапазон
ввода от -120,0000 до 120,0000
Осторожно, опасность столкновения!
Во избежание столкновения измерительного щупа и
обрабатываемой детали заданный диаметр кармана
(отверстия) лучше вводить заниженным.
Если ширина паза и безопасный интервал не
допускают предварительного позиционирования
вблизи точек измерения, то система ЧПУ производит
измерение, всегда исходя из центра кармана. В этом
случае измерительных шуп между четыремя точками
измерения не перемещается на безопасную высоту.
Чем меньше запрограммированный угловой шаг, тем
менее точно ЧПУ рассчитывает базовую точку
Минимальное водимое значение: 5°.
Перед определением цикла должен быть
запрограммирован вызов инструмента для
определения оси измерительнго щупа.
X
Y
Q322
Q321
Q262
Q325
Q247