Учитывайте при программировании, Параметры цикла, Учитывайте при программировании! параметры цикла – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-05) Cycle programming
Страница 368
368
Циклы измерительного щупа: автоматическое определение базовых точек
15.9
БА
З
О
В
А
Я
ТО
Ч
К
А
ВНУТРЕННИЙ
УГ
О
Л
(
цик
л
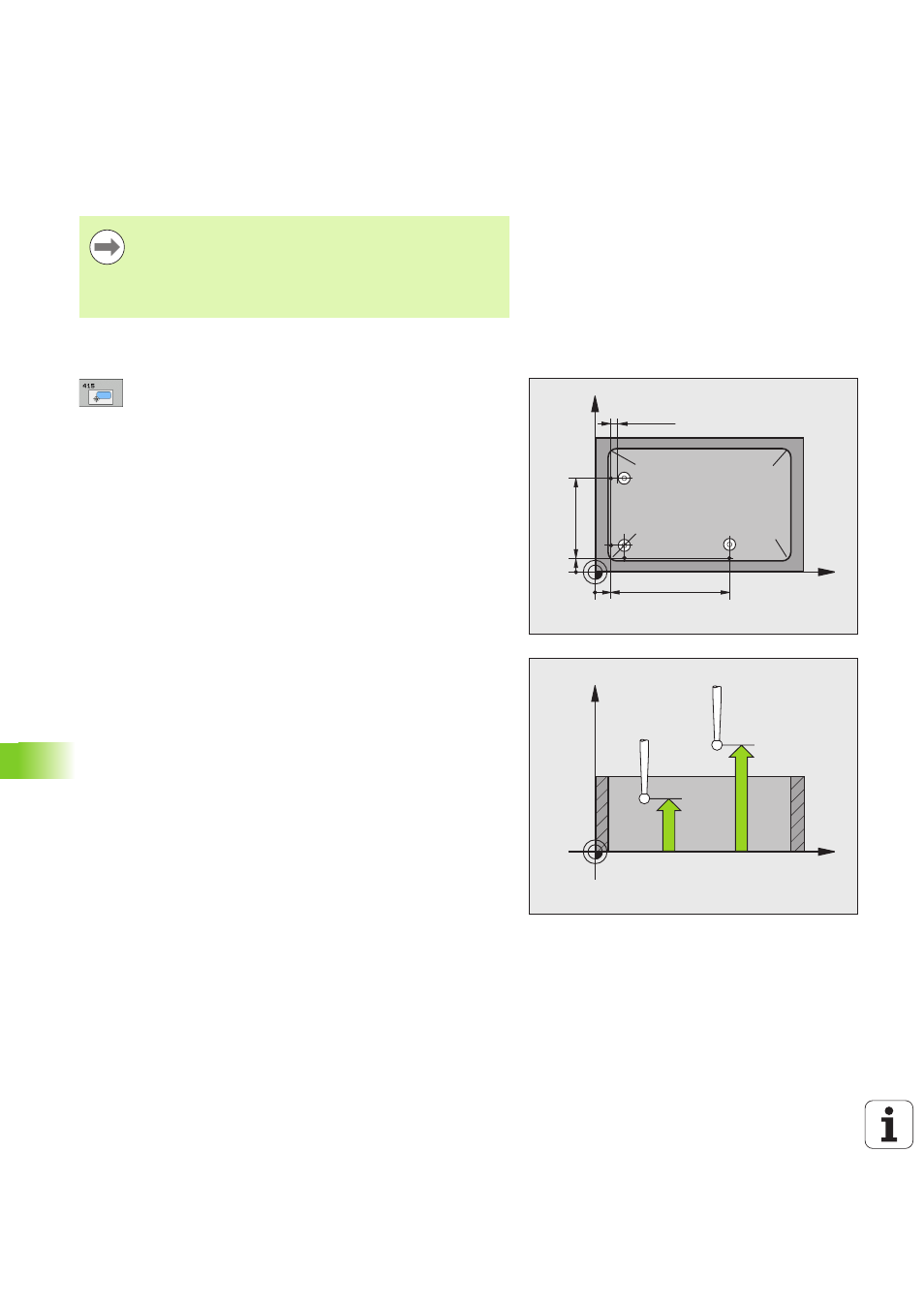
415, DIN/ISO: G415)
Учитывайте при программировании!
Параметры цикла
U
1-я измерительная точка 1-я ось Q263
(абсолютная): координата первой точки
измерения по главной оси плоскости обработки.
Диапазон ввода от -99999,9999 до 99999,9999
U
1-я измерительная точка 2-я ось Q264
(абсолютная): координата первой точки
измерения по вспомогательной оси плоскости
обработки. Диапазон вода от -99999,9999 до
99999,9999
U
Интервал 1-я ось Q326 (в приращениях):
расстояние между первой и второй точкой
измерения по главной оси плоскости обработки.
Диапазон ввода от 0 до 99999,9999
U
Интервал 2-я ось Q327 (в приращениях):
расстояние между второй и третьей точкой
измерения по вспомогательной оси плоскости
обработки. Диапазон ввода от 0 до 99999,9999
U
Угол Q308: номер угла, на который ЧПУ должно
установить базовую точку . Диапазон ввода от 1 до
4
U
Высота измерения по оси щупа Q261
(абсолютная): координата центра сферы (=точки
контакта) по оси измерительного щупа, на
которой должно производиться измерение.
Диапазон ввода от -99999,9999 до 99999,9999
U
Безопасный интервал Q320 (в приращениях):
дополнительное расстояние между точкой
измерения и сферическим наконечником щупа.
Q320 прибавляется к MP6140. Диапазон ввода от
0 до 99999,9999 или через PREDEF
U
Безопасная высота Q260 (абсолютная): координата
по оси измерительной системы, на которой
столкновение между щупом и обрабатываемой
деталью (зажимным устройством) не может
произойти. Диапазон ввода от -99999,9999 до
99999,9999 или через PREDEF
Перед определением цикла должен быть
запрограммирован вызов инструмента для
определения оси измерительнго щупа.
ЧПУ измеряет первую прямую всегда в направлении
вспомогательной оси плоскости обработки.
X
Y
Q264
Q263
Q326
Q327
Q308=1
Q308=2
Q308=3
Q308=4
MP6140
+
Q320
X
Z
Q261
Q260