Допуск (цикл 32), 13 специальные цик лы – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-04)
Страница 540
540
8 Программирование: циклы
8.13
Специальные
цик
лы
ДОПУСК (цикл 32)
Путем ввода данных в цикле 32 можно повлиять на результат
HSC-обработки относительно точности, качества поверхности и
скорости, если УЧПУ соглосовано для этих свойств с
параметрами станка.
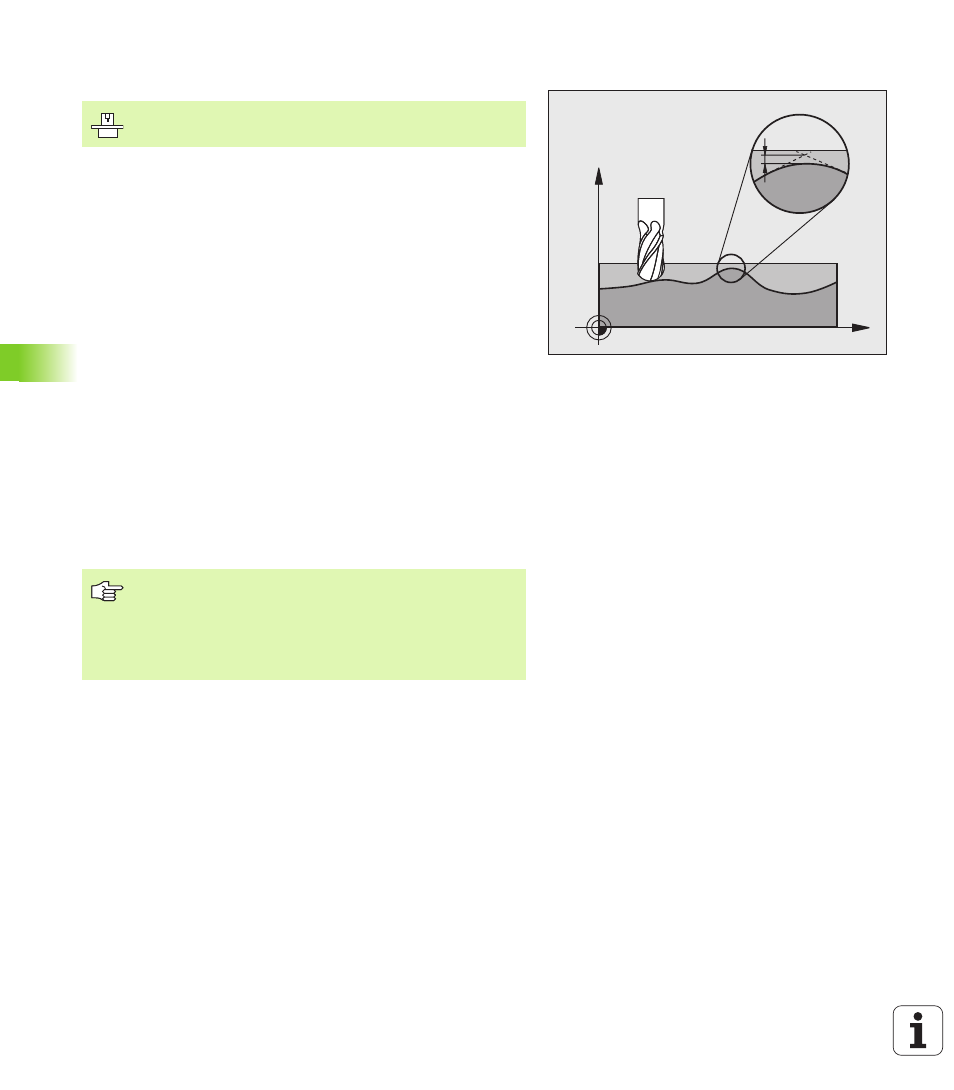
УЧПУ гладит автоматически контур между любыми
(корригированными или нескорригированными) элементами
контура. Таким образом инструмент перемещается непрерывно
на поверхности загатовки и хранит при этом механические узлы
станка. Дополнительно определенный в цикле допуск действует
также при перемещениях по дугам окружности.
Если требуется, УЧПУ уменьшает автоматически
программированную подачу, так что программа отрабатывается
всегда “без толчков” с максимальной скоростью. Даже если ЧПУ
не перемещается с уменьшенной скоростью, то
определенный оператором допуск как правило всегда
удерживается. Чем больше дефинированный допуск, тем
быстрее перемещается ЧПУ.
Из-за выглаживания контура возникает отклонение. Величина
отклонения от контура (значение допуска) определена в
параметре станка производителем машин. С помощью цикла 32
можно изменить преднастроенное значение допуска и выбирать
разные настройки фильтра, если производитель станков
пользуется этими возможностями настройки.
X
Z
T
Станок и УЧПУ должны быть подготовлены
производителем станков.
В случае очень малых значений допуска, станок не
может обрабатывать контура без толчков. Толчки
вызваны не ограниченной мощностью расчетов ЧПУ а
фактом, что ЧПУ должно очень точно выполнять
резание на переходных элементах контура, значит в
таких случаях резко уменьшать скорость.