Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-04)
Страница 515
HEIDENHAIN iTNC 530
515
8.1
1
Цик
л
ы
для
фрез
еров
ания
пов
ер
х
но
стей
за
не
ск
о
л
ьк
о
про
хо
д
ов
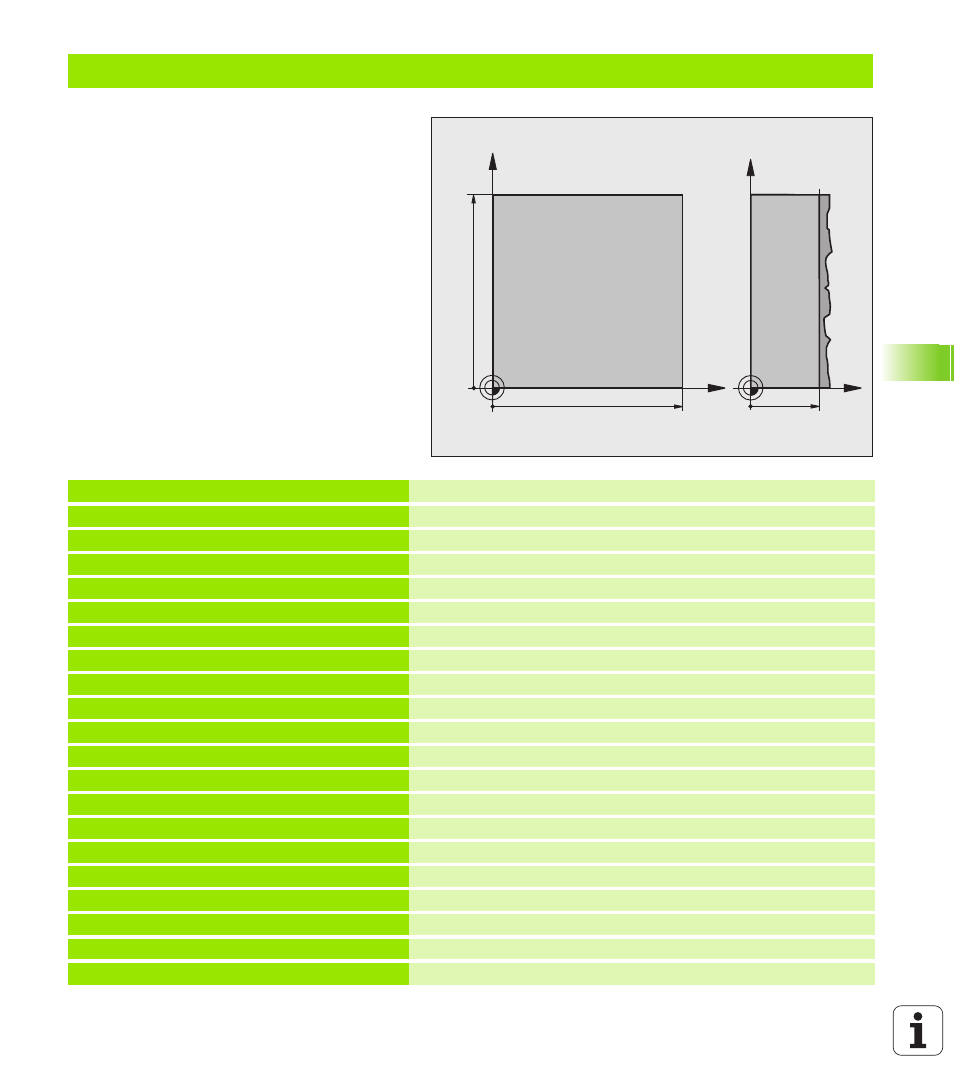
Пример: фрезерование за несколько проходов
0 BEGIN PGM C230 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z+0
Дефиниция заготовки
2 BLK FORM 0.2 X+100 Y+100 Z+40
3 TOOL DEF 1 L+0 R+5
Определение инструмента
4 TOOL CALL 1 Z S3500
Вызов инструмента
5 L Z+250 R0 FMAX
Отвод инструмента от загатовки
6 CYCL DEF 230 ФРЕЗ.ЗА НЕСК.ПРОХОДОВ
Дефиниция цикла Фрезерование поверхностей
Q225=+0 ;ТОЧКА СТАРТА 1-ОЙ ОСИ
Q226=+0 ;ТОЧКА СТАРТА 2-ОЙ ОСИ
Q227=+35 ;ТОЧКА СТАРТА 3-ОЙ ОСИ
Q218=100 ;1-АЯ ДЛИНА СТОРОНЫ
Q219=100 ;2-АЯ ДЛИНА СТОРОНЫ
Q240=25 ;КОЛИЧЕСТВО ПРОХОДОВ
Q206=250 ;F ВРЕЗАНИЕ НА ГЛУБИНУ
Q207=400 ;F ФРЕЗЕРОВАНИЯ
Q209=150 ;F ПОПЕРЕЧНО
Q200=2
;БЕЗОПАСНОЕ РАССТОЯНИЕ
7 L X+-25 Y+0 R0 FMAX M3
Предпозиционировать недалеко точки старта
8 CYCL CALL
Вызов цикла
9 L Z+250 R0 FMAX M2
Свободный ход инструмента, конец программы
10 END PGM C230 MM
X
Y
100
100
Z
Y
35