Смотри, Смотри „протягивание (цикл 22)” на странице 460), Протягивание (цикл 22) – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-04)
Страница 460: 8 sl- цик лы
460
8 Программирование: циклы
8.8 SL-
цик
лы
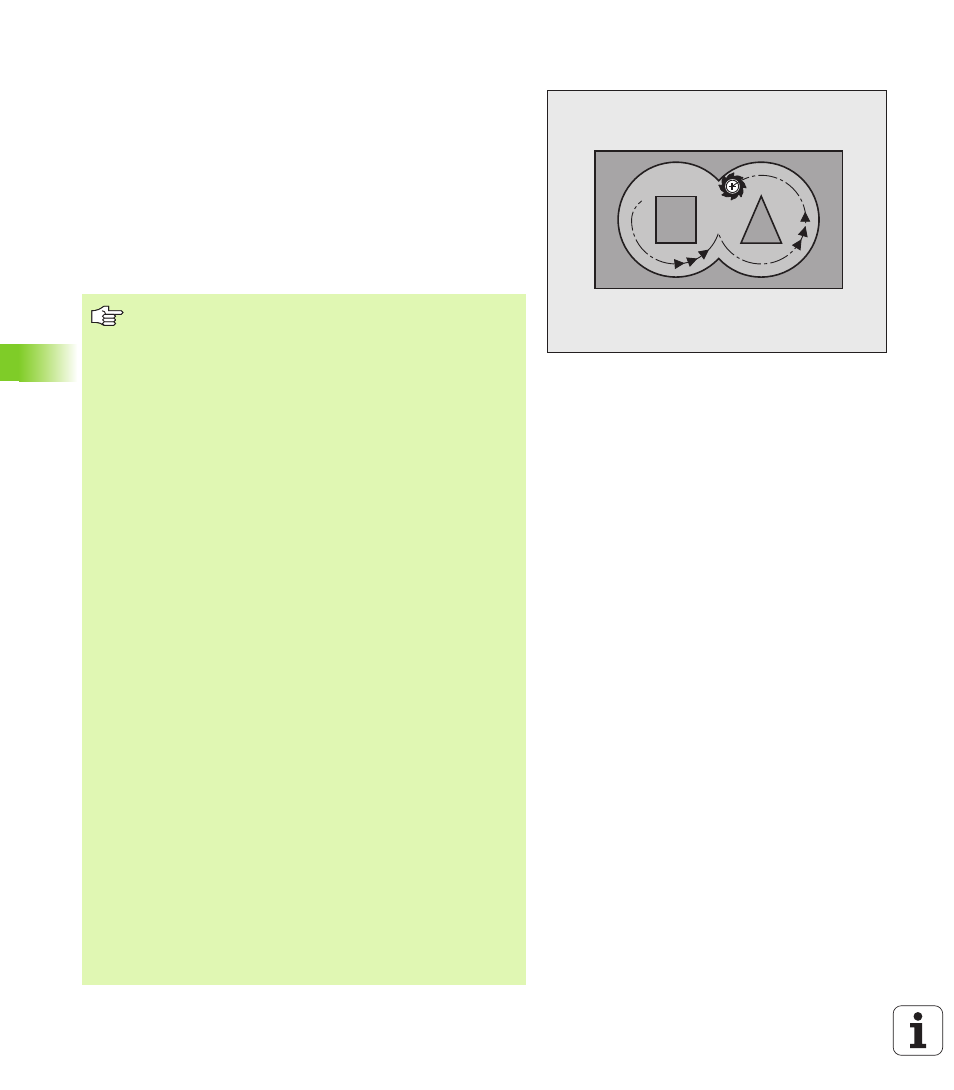
ПРОТЯГИВАНИЕ (цикл 22)
1 УЧПУ позиционирует инструмент над пунктом врезания; при
этом учитывается припуск на чистовую обработку со стороны
2 На первой глубине врезания инструмент фрезерует контур из
внутри к наружии с рабочей подачей Q12
3 При этом свободно фрезеруются контуры осторовов (здесь: C/
D) с приближением к контуру кармана (здесь: A/B)
4 На следующем этапе УЧПУ перемещает инструмент на
следующую глубину врезания и повторяет операцию
расчищания, до момента достижения программируемой
глубины
5 Затем УЧПУ отводит инструмент на безопасную высоту
Обратите внимание перед программированием
При необходимости использовать фрезу с режущим по
середине торцовым зубом (ДИН 844) или
предсверлите с помощью цикла 21.
Поведение при погружении цикла 22 определяется с
помощью параметра Q19 и в таблицы инструментов в
графах ANGLE и LCUTS:
Если Q19=0, то УЧПУ погружается принципиально
перпендикулярно, даже если дефинировался угол
погружения (ANGLE) для активного инструмента
Если дефинируется ANGLE=90°, УЧПУ погружается
перпендикулярно. В качестве подачи погружения
используется подача качающего движения Q19
Если дефинировалась подача качающего движения
Q19 в цикле 22 и ANGLE составляет от 0.1 до 89.999
в таблицы инструментов, то УЧПУ погружается с
определенным ANGLE по винтовой линии
Если подача качающего движения в цикле 22
определена и нет ANGLE в таблицы инструментов,
тогда УЧПУ выдает сообщение об ошибках
Если геометрические условия такие, что нельзя
погружаться по винтовой линии (геометрия канавки),
тогда УЧПУ пробует погружаться качающим
движением. Длина качения расчитывается тогда из
LCUTS и ANGLE (длина качения = LCUTS / tan
ANGLE)
В случае конутров карманов с острыми внутренними
углами может оставаться остаток материала при
выборке, если используется коэффицент перекрытия
больше 1. Особенно самаю нутреннюю траекторию
следует проверить используя тестовую графику и при
необходимости в небольшой степени изменить
коэффицент перекрытия. Таким образом достигается
другово распределения рабочих проходов, что дает
часто желаемый результат.
При дополнительной чистовой обработке TNC не
учитывает определенного значения износа DR
инструмента.