2 данные инструмента, 2 данные инстр умента 5.2 данные инструмента, Условия для выполнения коррекции инструмента – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-04)
Страница 198: Номер инструмента, название инструмента, Длина инструмента l
198
5 Программирование: инструменты
5.2
Данные
инстр
умента
5.2 Данные инструмента
Условия для выполнения коррекции
инструмента
Как правило программируете координаты движений по контуру
так, как проставлены размеры загатовки на чертеже. Для того,
чтобы УЧПУ могло провести расчёт траектории центра
инструмента, значит могло провести коррекцию инструмента,
следует ввести длину и радиус для каждого применяемого
инструмента.
Можно вводить данные инструментов или с помощью функции
TOOL DEF непосредственно в программе или отдельно в
таблицах инструментов. Если вводятся данные инструментов в
таблицы, то предоставляются в распоряжение дополнительные
специальные для инструмента параметры. УЧПУ учитывает все
введённые данные, если программа обработки выполняется.
Номер инструмента, название инструмента
Каждый инструмент обозначен номером от 0 до 32767. Если
оператор работает с таблицами инструментов, то может он
дополнительно присуждать названия инструментов. Имена
инструментов могут содержать максимально 16 знака.
Инструмент с номером 0 установлен как нулевой инструмент и
имеет длину L=0 а также радиус R=0. В таблицах инструментов
следует дефинировать инструмент T0 также с L=0 и R=0.
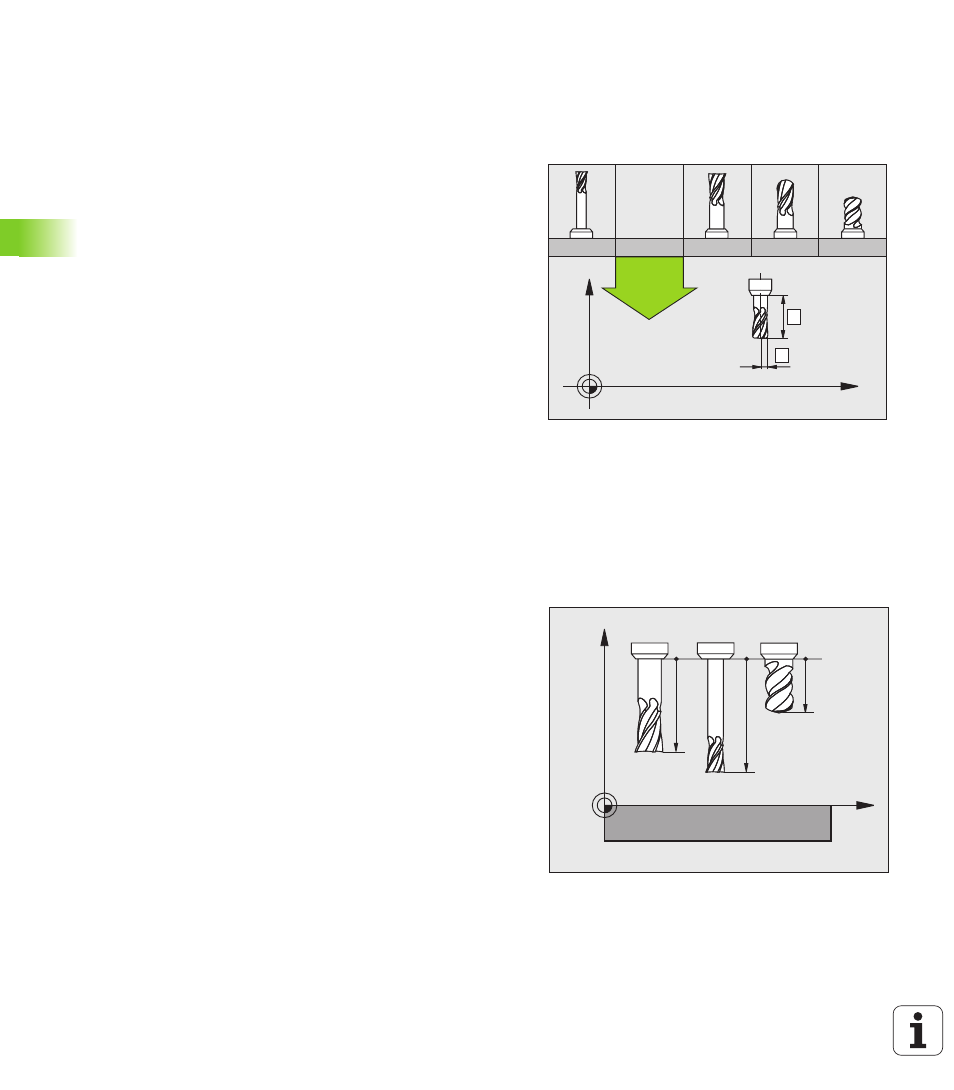
Длина инструмента L
Длину инструмента L следует в принципе вводить в качестве
абсолютной длины относительно опорной точки инструмента.
TNC требует для разных функций в связи с многоосевой
обработкой общую длину инструмента.
Z
X
1
18
13
12
8
R
L
8
Z
X
L3
L2
L1