Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-04)
Страница 426
426
8 Программирование: циклы
8.6
Цик
л
ы
для
фрез
еров
ания
кар
м
анов
, ст
оек
и
па
зо
в
Обьём обработки (0/1/2) Q215: определение
обьёма обработки:
0: черновая и чистовая обработка
1: только черновая обработка
2: только чистовая обработка
Чистовая обработка бока и чистовая обработка на
глубине выполняются только, если данный
припуск на чистовую обработку (Q368, Q369)
определен
Длина канавки Q218 (значение паралелльно
главной оси плоскости обработки): ввести более
длинную сторону паза
Ширина канавки Q219 (значение паралелльно
вспомогательной оси плоскости обработки):
ввести ширину паза; если вводится ширина паза
равна диаметру инструмента, то УЧПУ выполняет
только черновую обработку (фрезерование
продольного паза) Максимальная ширина канавки
при черновой обработке: двойной диаметр
инструмента
Припуск на чистовую обработку стороны Q368
(инкрементно): припуск на чистовую обработку на
плоскости обработки.
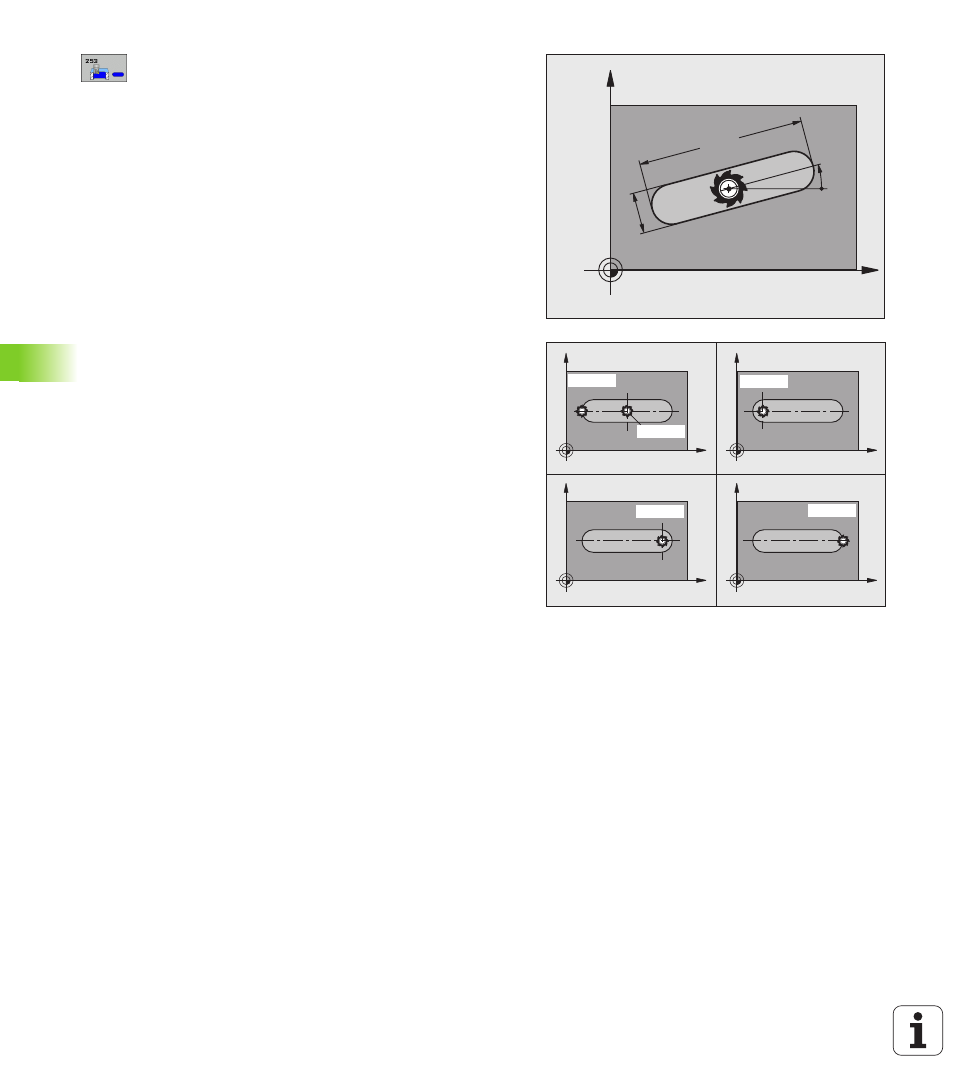
Поворот Q224 (абсолютно): угол, на который
поворочивается целый паз. Центр вращения
лежит на позиции, на которой находится
инструмент при вызове цикла.
Lage der Nut (0/1/2/3/4)Q367: Lage der Nut bezogen
auf die Position des Werkzeuges beim Zyklus-Aufruf:
0: Werkzeugposition = Nutmitte
1: Werkzeugposition = Linkes Ende der Nut
2: Werkzeugposition = Zentrum linker Nutkreis
3: Werkzeugposition = Zentrum rechter Nutkreis
4: Werkzeugposition = Rechtes Ende der Nut
Подача фрезерования Q207: скорость
перемещения инструмента при фрезеровании в
мм/мин
Frдsart Q351: Art der Frдsbearbeitung bei M3:
+1 = попутное фрезерование
–1 = Gegenlauffrдsn
X
Y
Q21
9
Q218
Q374
X
Y
X
Y
X
Y
X
Y
Q367=0
Q367=1
Q367=2
Q367=3
Q367=4