4 трехмерная коррекция инструмента (опция по 2), Введение – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-04)
Страница 219
HEIDENHAIN iTNC 530
219
5.4
Тр
ех
м
ер
н
ая
к
о
ррекция
инстр
умента
(
опция
ПО
2)
5.4 Трехмерная коррекция
инструмента (опция ПО 2)
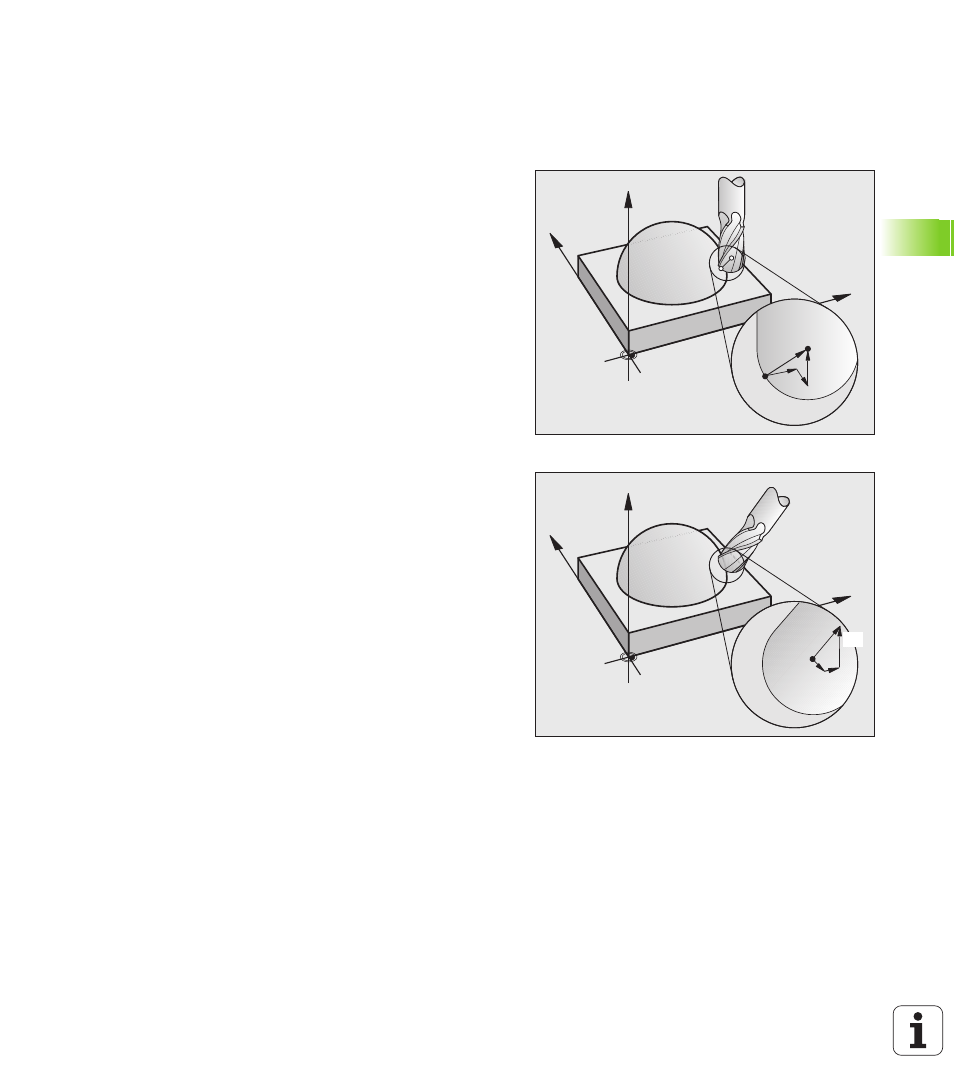
Введение
УЧПУ может выполнить трёхмерную коррекцию инструмента (3D-
коррекцию) для кадров с отрезками прямых. Кроме координат X,Y
и Z конечной точки прямой, должны эти кадры содержать
компоненты NX, NY и NZ вектора нормали поверхности (смотри
рисунок и объяснение дальше внизу на этой странице).
Если хотите провести к этому ориентацию инструмента или
трёхмерную коррекцию радиуса, эти кадры должны содержать
дополнительно нормированный вектор с компонентами TX, TY
und TZ, определяющий ориентацию инструмента (смотри
рисунок).
Конечную точку скрещивающихся прямых, компоненты нормали
поверхности и компоненты для ориентации инструмента надо
расчитывать, используя систему САПР.
Возможности внедрения
Применение инструментов с размерами, не совподающими с
расчитанными системой САПР размерами инструментов (3D-
коррекция без дефиниции ориентации инструмента)
Face Milling: коррекция геометрии фрезы в направлении
нормали поверхности (3D-коррекция с и без дефиниции
ориентации инструмента). Снятие стружки осуществляется в
первой очереди с помощью торцовой стороны инструмента
Peripheral Milling: коррекция радиуса фрезы вертикально к
направлении движения и вертикально к направлении
инструмента (трёхмерная коррекция радиуса с определением
ориентации инструмента). Снятие стружки осуществляется в
первой очереди с помощью боковой поверхности инструмента
Z
Y
X
P
T
NZ
P
NX
NY
Z
Y
X
TX
TY
TZ