2 калибровка импульсной системы, Введение калибровка рабочей длины, Странице – Инструкция по эксплуатации HEIDENHAIN TNC 320 (340 551-02)
Страница 453
HEIDENHAIN TNC 320
453
13.2
К
алибровка
импу
льсной
систе
м
ы
13.2 Калибровка импульсной
системы
Введение
Импульсный щуп следует калибровать в случае
ввода в эксплуатацию
поломки щупа
смены щупа
изменения подачи ощупывания
неточностей, вызванных на пример нагреванием станка
При калибровке УЧПУ определяет «рабочую» длину пальца щупа
и «рабочий» радиус наконечника. Для калибровки 3D-щупа
регулировочное кольцо известной высоты и известного
внутренного радиуса закрепляется на столе станка.
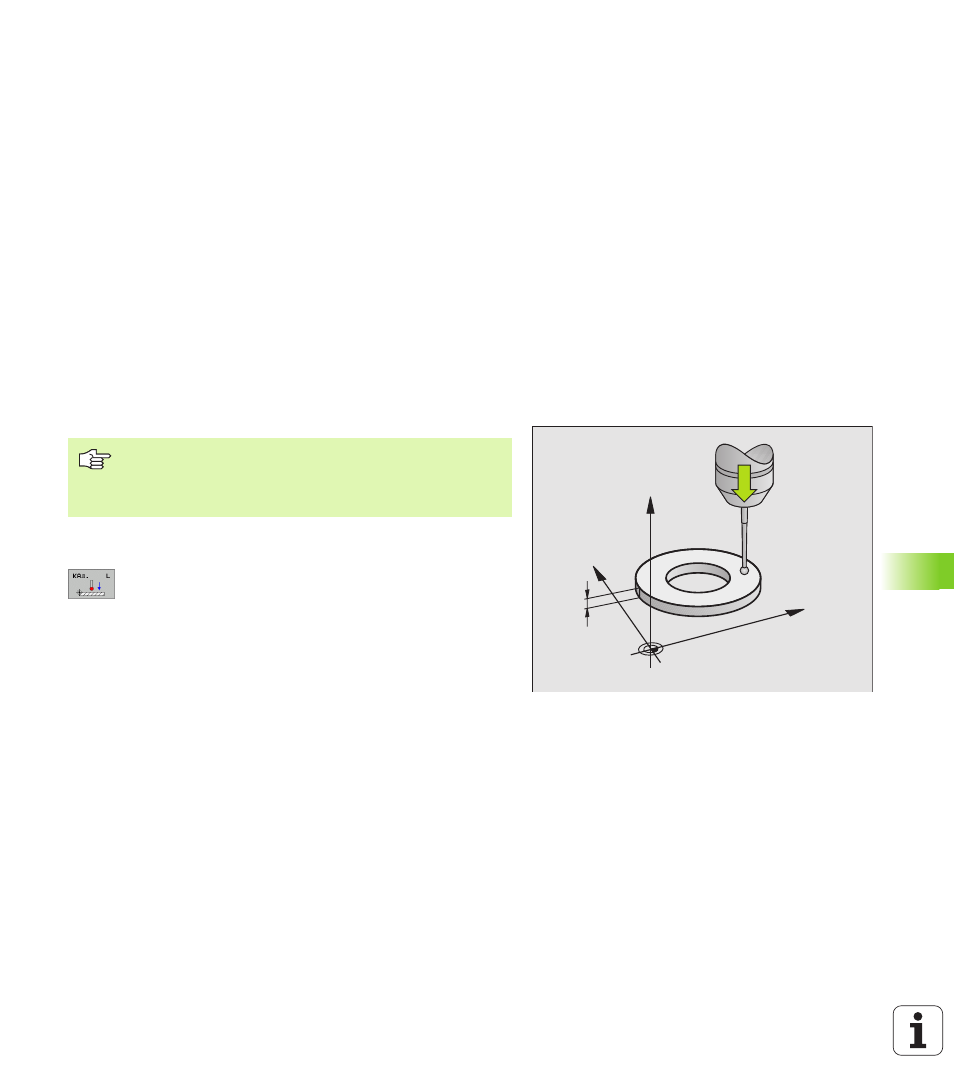
Калибровка рабочей длины
Так назначить координаты опорной точки на оси шпинделя, что
для стола станка действует: Z=0.
Выбор функции калибровки для длины щупа:
softkey ФУНКЦИЯ ОЩУПЫВАНИЯ и KAЛ. L
нажать. УЧПУ показывает окно меню с четыремя
полями ввода
Опорная точка: записать высоту реглировочного
кольца
Пункты меню Рабочий радиус наконечника и
Рабочая длина не требуют ввода
Переместить щуп плотно над поверхность
регулировочного кольца
Если это необходимо, следует изменить
направление перемещения: выбор с помощью
softkey или клавиш со стрелками
Ощупывание поверхности: нажать внешнюю
клавишу СТАРТ
5
Y
X
Z
Рабочая длина импульсного щупа относится всегда к
опорной точке инструмента. Как правило,
производитель станка устанавливает опорную точку
инструмента на передний конец шпинделя.